Содержание
Введение
1. Краткая характеристика ремонтно-механического цеха
1.1 Режим работы ремонтно-механического цеха
1.2 Численность основных и вспомогательных рабочих
1.3 Существующая система ремонта
1.4 Замеченные недостатки в производственном процессе и
предложения по их устранению
2. Характеристики станка
2.1 Назначения ремонтируемого оборудования
2.2 Назначения ремонтируемого узла
2.3 Устройство и принцип действия узла
2.4 Ремонтная характеристика узла
3. Подготовка к ремонту
3.1 Техническая подготовка к ремонту
3.2 Материальная подготовка к ремонту
3.3 Организационная подготовка к ремонту
3.4 Предварительная дефектация
4. Ремонт станка
4.1 Разборка узла
4.2 Очистка и промывка детали
4.3 Составление подробной дефектной ведомости
4.4 Разработка технологического процесса изготовления валика
4.5 Разработка технологического процесса восстановления валика
4.6 Разработка технологического процесса сборки узла оборудования
5. Экономическая часть
5.1 Организация ремонтных работ
5.1.1 Выбор структуры ремонтного цикла и ремонтной сложности 39 станка
5.1.2 Расчет продолжительности ремонтного цикла и межремонтного 40 периода
5.1.3 Построение циклового графика ремонта
5.2 Расчет трудоемкости ремонта станка
5.3 Организация труда на ремонтных работах
5.4 Расчет численности ремонтной бригады
5.5 Организация заработной платы
5.6 Расчет плановой себестоимости капитального ремонта станка
5.7 Расчет фактической себестоимости ремонта
5.7.1 Расчет фактической себестоимости ремонта узла
5.7.2 Расчет фактической себестоимости ремонта станка
5.8 Сравнительный анализ плановой и фактической
себестоимости ремонта станка
5.9 Расчет сравнительной себестоимости изготовления и восстановления валика
5.10 Технико-экономические показатели капитального ремонта станка
6. Мероприятия по охране труда и технике безопасности в
ремонтно-механическом цеху
6.1 Мероприятия по охране труда и технике безопасности в ремонтно-механическом цеху
6.2 Мероприятия по обеспечению противопожарной безопасности
и противопожарная техника в ремонтно-механическом цеху
Список литературы
Приложение
Приложение
Приложение
ЗАДАНИЕ для дипломного проектирования
Тема дипломного проекта
Разработать технологический процесс ремонта бабки передней
станка 1К62.
Методическая часть дипломного проекта
Методические пособия на дипломное проектирование потехнологической и экономической части.
Указания по содержанию дипломного проекта.
I. ПО объяснительной записке
а) по описательной части
Введение, характеристика ремонтно-механического цеха и цеховой
ремонтной базы. Существующая структура и система организации ремонта на предприятии.
б) по расчетно-технологической части
Ремонт заданного узла с описанием всех работ. Разработать
подробные технологические процессы на изготовление и восстановление одной детали на сборку.
в) по экономической части
Расчет технико-экономических показателей ремонта бабки передней
станка 1К62.
г) по технике безопасности
Описать технику безопасности, охрану труда и мероприятия по
противопожарной безопасности при производстве ремонтных работ.
Мероприятия по охране труда и технике безопасности в ремонтно-механическом цехе.
II. Содержание и объем графической части
1. Сборочный чертеж
2. Рабочий чертеж
3. Ремонтный чертеж
4. Технологический процесс изготовления
5. Технологический процесс восстановления
6. Схема сборки (разборки)
Введение
В основных направлениях экономического развития России перед машиностроением поставлена важнейшая задача повышения производительности труда на основе широкого внедрения новой техники и прогрессивной технологии – станков с ЧПУ, роторных, роторноконвейерных автоматических линий, автоматизированных и роботизированных комплексов, гибких производственных линий.
В целях решения этой задачи необходимо совершенствовать ремонтное производство, обеспечивая надежную работу машин и оборудования во всех отраслях народного хозяйства. Крайне важно развивать фирменный ремонт и обслуживание силами изготовителей сложной и особо точной механики, обеспечить потребности в запасных частях к машинам и оборудованию. Определение границ экономической целесообразности ремонта, а на этой основе – оптимальных сроков службы оборудования и путей наиболее рациональной организации ремонтных работ приобретает все большее значение.
Машиностроительные предприятия имеют большой парк технологического оборудования для производства различной продукции. От точности и надежности его работы зависят качество выпускаемых изделий и производительность труда. Следовательно, все виды оборудования, в том числе и металлорежущие станки, должны безотказно работать. Но даже изготовленные из самых износостойких материалов детали станков не могут быть вечными. Простой оборудования из-за неисправности и ремонта, нарушая производственный процесс, способны резко ухудшить экономические показатели предприятия, а снижение точности – увеличивать брак и отрицательно сказываться на качестве выпускаемой продукции.
Управление ремонтом и техническим обслуживанием оборудования представляет собой одну из наиболее сложных областей управления промышленным производством. Разнообразие объектов ремонтного обслуживания, их конструктивная и технологическая сложность, отсутствие стереотипности в выполняемых работах, совмещение в одной службе конструкторской, технологической и производственной функции делают работу инженерно-технического персонала ремонтной службы весьма сложной и ответственной. В современных условиях по мере возрастания механизации и автоматизации производственных процессов экономические результаты деятельности предприятий все больше зависят от качества организации ремонта и технического обслуживания оборудования, от работы ремонтной службы предприятия.
Многие вопросы совершенствования организации ремонта и технического обслуживания оборудования могут решаться только на основе экспериментирования в производственных условиях. Поэтому успешность дальнейшей работы по созданию теории планово-предупредительного ремонта и науки о ремонте оборудования в большой степени зависит от инициативы, которую будут проявлять работники ремонтных служб заводов, от того, насколько, активно будут участвовать в этой работе коллективы ремонтных служб, от степени интереса к этой работе ремонтного персонала заводов.
1.3 существующая организация ремонта
На Сысертском заводе “УралэлектротяжмашУралгидромаш” имеет место смешанная система организации ремонта. При данной системе служба главного механика, входящая составной частью в управление по основным фондам, отвечает за исправное состояние, обслуживание и ремонт технологического оборудования (станки, стенды, предназначенные для изготовления основной продукции предприятия) и за подъемно-транспортное оборудование (краны, монорельсы, погрузчики и т. д.).
В службе главного механика имеются следующие подразделения:
— отдел оборудования;
— бюро планово-предупредительных ремонтов;
— конструкторскотехнологическое бюро;
— ремонтно-механический цех.
Отдел оборудования занимается приобретением, получением и передачей в эксплуатацию нового оборудования.
Бюро планово-предупредительного ремонта ведет учет оборудования, планирует совместно с подразделениями работы по техническому обслуживанию, текущему и капитальному ремонту, подготавливает отчеты для главного механика по работе оборудования и осуществляет инспектирование этого оборудования по техническому состоянию.
Конструкторскотехнологическое бюро занимается подготовкой конструкторской технологической документации по ремонту и обслуживанию оборудования. Выполняет функции по соответствию оборудования его техническим характеристикам в соответствии с правилами охраны труда. Занимается разработкой графиков и инструкционных карт по проверке оборудования на технологическую точность. Разрабатывает технологические маршруты восстановления деталей, а также имеет типовые технологические процессы ремонта и обслуживания оборудования.
Занимается проектированием организации работ по перебазировке оборудования и его установке. По заданию руководства выполняют конструкторские работы по модернизации оборудования, разрабатывает чертежи металлоконструкций и осуществляет контроль над изготовлением этих изделий, занимается проектированием монорельсов и индивидуальных грузоподъемных устройств к технологическому оборудованию, тележек и тары.
Ремонтно-механический цех завода и ремонтные базы, которые создаются в крупных цехах основного производства, обеспечивают выполнение работ по плановым ремонтам и изготовлению тех запасов деталей, которые не могут быть приобретены предприятием в порядке централизованного снабжения.
В соответствии с действующей системой технического обслуживания и ремонта станков предусмотрены следующие виды работ по техническому обслуживанию оборудования: плановый осмотр, текущий ремонт, капитальный и аварийный ремонты.
Капитальный ремонт оборудования выполняют следующие подразделения объединения:
Технологического и подъемно-транспортного оборудования – ремонтно-механический цех; исключение составляет особо громоздкое тяжелое оборудование, которое нецелесообразно перевозить в ремонтно-механический цех. Это оборудование ремонтируется на месте силами бригад цеховых ремонтных баз, а отдельные узлы оборудования могут быть перевезены для ремонта в ремонтно-механический цех, что обусловлено отсутствием необходимого оборудования.
Аварийный ремонт выполняется силами ремонтно-механического цеха и цеховыми ремонтными базами.
Работы по ремонту электротехнических устройств и энергосетей выполняют электромонтеры электроремонтного участка.
Работы по ремонту и обслуживанию электронных устройств, станков с числовым программным управлением выполняет персонал цеха по ремонту и техническому обслуживанию оборудования с числовым программным.
Ремонт универсальных принадлежностей к технологическому оборудованию (патронов, планшайб, тисков, зажимных устройств, оправок) выполняют слесари-ремонтники инструментального цеха.
Выполнение работ по ремонту принадлежностей не входит в объем ремонта оборудования, выполняемых ремонтно-механическим цехом и цеховыми ремонтными базами.
Ремонтно-механический цех выполняет комплексную типовую модернизацию оборудования по требованию цехов.
Ремонтно-механический цех выполняет средний и текущий ремонты оборудования малых цехов, не имеющих цеховую ремонтную базу.
Ремонтно-механический цех также производит капитальный ремонт резервного оборудования цехов, на которое не рассчитана рабочая сила цеховой ремонтной базы.
2.1 НАЗНАЧЕНИЕ РЕМОНТИРУЕМОГО ОБОРУДОВАНИЯ
Ремонтируемое оборудование токарно-винторезный станок модели 1К62. Станок предназначен для выполнения чистовых и получистовых разнообразных токарных работ в мелкосерийном и индивидуальном производствах. На нем могут нарезаться резьбы: метрическая, дюймовая, модульная, питчевая и архимедова спираль. Вращение шпинделя осуществляется от электродвигателя переменного тока через коробку скоростей. Коробка подач закрытого типа. Для нарезания точной резьбы можно включить ходовой винт, минуя механизм коробки подач. Числа оборотов шпинделя и подачи суппорта настраиваются переключением зубчатых колес коробки скоростей и коробки подач при помощи рукояток.
Перемещение задней бабки по направляющим станины и выдвижение пиноли выполняются вручную от маховика.
Назначение ремонтируемого узла оборудования
Бабка передняя служит для изменения числи оборотов шпинделя путем переключения двух рукояток. Также для реверсирования главного движения станка при помощи фрикционной многодисковой муфты и “паразитной” шестерни. С помощью ленточного тормоза происходит остановка шпинделя.
Механизм бабки передней позволяет:
— выбирать различные режимы резанья, диапазон которых лежит в приделах 12,52000 об/мин;
— производить нарезание резьбы с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза;
— Нарезать правые и левые резьбы;
— производить нарезание многозаходных резьб с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов.
2.3 УСТРОЙСТВО И ПРИНЦИП ДЕЙСТВИЯ УЗЛА
Бабка передняя закреплена слева на станине.
Установка ее по линиям центров в горизонтальной плоскости производится двумя установочными и двумя контрвинтами.
Вращение фрикционному валу передается от электродвигателя главного привода через клиноременную передачу. От вала движение передается через фрикционную многодисковую муфту прямого и обратного вращения и шестеренный механизм главного привода к шпинделю и цепи подач.
2.4 РЕМОНТНАЯ ХАРАКТЕРИСТИКА УЗЛА
В процессе эксплуатации станка в передней бабки могут возникнуть различные неисправности, часть которых можно устранить в процессе технического осмотра, а часть неисправностей только при капитальном ремонте. Так при наличии люфтов в подшипниках, износа рабочей поверхности зубьев шестерен и колес, износ шлицев, необходимо выводить станок в капитальный ремонт. В этом случае изношенные детали необходимо или изготовить, или восстановить.
При этом восстанавливаются начальные параметры деталей, заданных на чертежах, исходя из требований конструкции передней бабки.
Особое внимание при сборке передней бабки следует обратить на:
— запрессовку подшипников, чтобы не было перекоса,
— установку зубчатых зацеплений,
— следить чтобы вращение валов происходило свободно от руки.
Правильная сборка станка обеспечить точность и надежность его работы после ремонта.
После сборки проводят проверки на:
— Торцевое биение опорного буртика шпинделя передней бабки которое недолжно превышать 0,02 мм
— Параллельность оси шпинделя направлению продольного перемещения суппорта, по верхней образующей 0,03мм, по боковой образующей 0,012мм
— Параллельность направления перемещения салазок суппорта оси шпинделя передней бабки 0,03 мм.
Подготовка к ремонту
Подготовка производства к ремонту включает техническую, материальную и организационную подготовки.
3.1 ТЕХНИЧЕСКАЯ ПОДГОТОВКА К РЕМОНТУ
Целью технической подготовки является обеспечение полной технической, технологической готовности предприятия к восстановлению заданной номенклатуры деталей с установленными уровнем качества и минимальными затратами труда и материала.
Необходима следующая технологическая документация:
Чертежи общих видов сборочных единиц.
Кинематические, гидравлические, электрические схемы.
Схемы смазки.
Технические условия.
Расчеты, спецификация
Инструкция по эксплуатации.
Паспорта оборудования.
Монтажные чертежи.
Также, сюда относятся разработка технологических процессов, ремонтных чертежей, маршрутных и операционных карт, проектирование новых изделий и совершенствование конструкций ранее выпускаемых изделий, разработку прогрессивных технических нормативов трудоемкости обработки, норм расхода материалов, инструмента.
Техническую подготовку осуществляет конструкторскотехнологическое бюро отделом главного механика
3.2 МАТЕРИАЛЬНАЯ ПОДГОТОВКА
Материальная подготовка должна обеспечить создание постоянно возобновляемого запаса сменных деталей, хранимых в кладовых.
Детали со значительным сроком службы не хранят в кладовой, а заказывают заблаговременно с учетом длительности производственного цикла их изготовления и сроков начала ремонта. Запас покупных деталей, сборочных единиц и аппаратуры, потребляемых в больших количествах, определяется по аналогии с запасами материалов и покупных полуфабрикатов для основного производства.
В кладовой хранятся детали окончательно готовые, если они могут быть установлены без всякой доделки и подгонки, в предварительно обработанном виде, если они устанавливаются во время ремонта с доделкой и подгонкой, или в виде заготовки, если не известны точные размеры детали.
Нормативный запас деталей в кладовых в денежном выражении устанавливается по видам оборудования на одну ремонтную единицу в зависимости от типа производства.
Для хранения запасных деталей и ремонтных материалов организуются заводская кладовая, подчиненная отдела главного механика, и цеховые кладовые в крупных цехах. В цеховой кладовой хранятся запасные детали для агрегатов, имеющихся только в данном цехе, или расходуемые в этом цехе в большом количестве. Качественный ремонт при минимальных затратах труда и материальных средств наряду с технологическими операциями достигается рациональной организацией труда, определяемой совокупностью мероприятий включающих разделение и кооперацию труда и отдыха, обеспечение требуемых санитарно гигиенических и эстетических условий труда.
3.3 ОРГАНИЗАЦИОННАЯ ПОДГОТОВКА К РЕМОНТУ
Организационная подготовка заключается в юридическом оформлении отношений со службами и цехами, занятыми ремонтом оборудования. Осуществляет эту часть организационной подготовкой юридический отдел.
Определением формы оплаты труда и способ контроля занимается отдел оплаты труда и зарплаты.
Подготовку кадров, формирования бригады, организацией работ и рабочих мест занимается начальник ремонтно-механического цеха.
3.4 ПРЕДВАРИТЕЛЬНАЯ ДЕФЕКТАЦИЯ
Перед сдачей в ремонт оборудование должно быть подвергнуто осмотру на месте эксплуатации для определения технического состояния комиссией в составе: механик (энергетик подразделения-заказчика), представитель ОТК, мастер цеха, выполняющего ремонт, бригадир слесарей-ремонтников. По результатам осмотра, а также на основе журнала технического состояния оборудования, опроса ремонтного и производственного персонала, составляется предварительная дефектная ведомость, в которую заносятся дефекты, подлежащие устранению при очередном ремонте. Осмотр перед капитальным ремонтом предусматривает увеличенный, в сравнении с обычным, объем работы. При этом осмотре производится выявление деталей, подлежащих замене при капитальном ремонте, и допускается небольшая разборка узлов для более полного определения дефектов и эскизирования отдельных деталей. Предварительная дефектная ведомость, составленная, как правило, за два — три месяца до планового ремонта, служит организующим документом для подготовки очередного ремонта.
Ремонт станка
Подразделения завода должны сдавать оборудование в ремонт в сроки, установленные графиком планово-предупредительного ремонта, разработанным отделом главного механика и утвержденным главным механиком объединения.
Перед сдачей оборудования в капитальный ремонт подразделение-заказчик должен выполнить следующие работы:
— обеспечить отключение оборудования от всех энергосетей;
— очистить оборудование от всех отходов производства и загрязнений;
— слить из всех резервуаров оборудования смазочные, охлаждающие и другие жидкости;
— освободить место около оборудования для подъезда транспортных средств;
— с оборудования должны быть сняты технологическая оснастка и принадлежности.
Доставку оборудования в ремонт и отремонтированного оборудования на место эксплуатации производит цех, выполняющий ремонт.
Станок демонтируется с фундамента при помощи грузоподъемного механизма (кран-балки) и доставляется трактором в ремонтно-механический цех для последующей разборки и ремонта. Для ремонта подготавливают рабочее место. Рабочее место это часть производственной площади и оборудования, на котором выполняют ремонт. Рабочее место организуют в соответствии с перечнем операций технологического процесса ремонта и его трудоемкостью. На рабочем месте при ремонте этого узла необходимо иметь: инструмент, приспособления и оборудования, которые понадобится в процессе ремонтных работ.
При ремонте коробки скоростей у станка проверить параллельность оси шпинделя направляющим станины. Отклонение больше 0,02 мм говорит о том, что кроме ремонта коробки скоростей необходимо шабрить и шлифовать плоские направляющие или восстанавливать параллельность другим известным способом.
4.1 РАЗБОРКА СТАНКА
Разборка оборудования — процесс специфичный для ремонтной технологии. По отношению к сборке — это обратный процесс, при осуществлении которого машина расчленяется на узлы и под узлы, а затем (особенно при капитальном ремонте) и на детали. Приступая к ремонту, знакомятся с предварительной дефектной ведомостью, составленной при осмотре, предшествовавшем данному ремонту.
Разборка станка начинается с демонтажа отдельных деталей, связывающих или крепящих узлы, затем снимаются сами узлы, по возможности нерасчлененными. Если отсутствует кинематическая схема машины, в процессе разборки ее следует составить. При разборке сложной машины, конструкция которой не знакома, параллельно с кинематической схемой должна быть составлена и сборочная схема станка в целом или отдельных, наиболее сложных, ее узлов.
Разборку проводят в ремонтно-механический цех на специальном участке.
При разборке узлов производится метка деталей. Метка применяется с целью фиксации правильного взаимного положения сопрягающих деталей в узле. Метка производится стальным клеймом (буквами, цифрами, кернением или краской).
Метка, указывающая, что данные детали сопрягаются, ставится произвольно; если же необходимо выдержать точное взаимное положение деталей, метку ставят так, чтобы она определяла это положение.
После разборки узла детали отправляют на очистку и промывку.
4.2 ОЧИСТКА И ПРОМЫВКА ДЕТАЛЕЙ
При ремонте оборудования применяются следующие способы промывки деталей: промывка вручную, промывка в баках, в моечных камерах и машинах.
Ручная промывка производится в органических растворах (например, керосине), наливаемых в какой-либо сосуд. Детали опускают в сосуд, выдерживают там некоторое время, а затем очищают с помощью щеток и обтирочных материалов. Грязь, задержавшуюся в глубоких полостях деталей, извлекают с помощью прутков и крючков соответствующих размеров. Этот способ промывки, не требующий специального оборудования, однако, не безопасен для здоровья рабочих, мало производителен и вызывает значительный расход дорогостоящих растворителей. Промывку производят дважды: сначала предварительно в одном сосуде, затем окончательно — в другом. Промывку можно вести в ваннах, разделенных на две части сеткой. В нижнюю часть ванны (несколько ниже сетки) наливается вода, а остальной объем заполняется керосином, который с водой не смешивается. Грязь, остающаяся после промывки детали, проходит сквозь сетку и оседает на дно ванны. Керосин при этом загрязняется значительно меньше. При очистке через спускное отверстие вначале спускают керосин, затем воду с грязью, ванну промывают и заливают вновь водой, а затем керосином.
Очистка деталей производится следующими способами: термический, механический, абразивный, химический и ультразвуковой.
Для промывки деталей целесообразней применять погружную моечную машину ОМ22609 и техническое моющее средство лабомид203. Этот препарат проявляет ингибирующий эффект, снижает стационарные значения скоростей коррозии стали по сравнению с водой при 20’С почти в 20 раз. Мойка деталей составляет 1030 минут. Это средство является пожаробезопасным и не выделяет пары вредные для здоровья человека. В моющей машине промывка осуществляется подачей моющего раствора на детали струями под давлением.
4.3 СОСТАВЛЕНИЕ ПОДРОБНОЙ ДЕФЕКТНОЙ ВЕДОМОСТИ
Дефектную ведомость составляют ремонтный мастер, представитель ОТК и конструктор отдела главного механика.
В начале ремонта при разборке ремонтируемой машины составляется уточненная ведомость дефектов. При разборке оборудования на узлы и детали в процессе капитального ремонта производят контроль и сортировку деталей на следующие группы:
— годные, не имеющие повреждений и имеющие размеры в пределах допускаемых отклонений;
— требующие ремонта, имеющие износ или повреждения, устранение которых технически возможно и экономически целесообразно;
— негодные, подлежащие замене.
В ведомости учитываются все предварительные данные указанные к предварительной дефектации и подробно перечисляются дефекты машины в целом, каждого узла в отдельности и каждой восстанавливаемой детали.
Окончательные результаты контроля и сортировки деталей с указанием метода ремонта мастер заносит в «Дефектную ведомость», являющуюся основным документом, определяющим объем ремонтных работ. Оформленную «Дефектную ведомость» утверждает главный механик (энергетик). Все данные о ремонте оборудования находятся у главного механика. В процессе ремонта представитель ОТК сверяет с дефектной ведомостью ход работы и делает в ведомости соответствующие отметки.
При дефектации выполняют следующие операции. Внешний осмотр, проверкой на ощупь, простукиванием выявляют наружные дефекты. Далее, используются универсальный и специальный измерительный инструмент, определяют геометрические параметры деталей. Для обнаружения скрытых дефектов, проверки на герметичность, упругость, контроля взаимного положения элементов деталей используют специальные приборы и приспособления.
Существует несколько способов дефектации деталей:
1. Наружный осмотр, позволяет определить наличие на детали трещин, забоин, раковин, изгибов, отклонения от форм и т.д.
2. Измерение, позволяет определить величину износа отклонение от правильной геометрической формы и взаимного расположения поверхностей.
3. Остукивание, деталь остукивается мягким молотком или рукояткой молотка, что позволяет обнаружить наличие трещин о чем свидетельствует дребезжащий звук.
4. Гидравлическое (пневматическое) испытание, применяется для корпусных деталей. Деталь собирают, ставят заглушки во все отверстия кроме одного и закачивают в него под давлением жидкость (воздух).
5. Проверка твердости, позволяет обнаружить изменения произошедшие в материале в процессе эксплуатации из — за влияния высоких температур, наклепа, агрессивных сред и т.д.
6. Проверка сопряжения деталей, позволяет определить наличие и величину зазора, плотность и надежность соединений и функциональную пригодность соединения.
7. Магнитная и ультразвуковая дефектоскопия, позволяет обнаружить скрытые дефекты (трещины, раковины) стальных и чугунных изделий. Действие основано на различной магнитной проницаемости сплошного металла и металла имеющего дефект.
8. Люминесцентный способ, позволяет обнаружить наружные трещины. На поверхность детали наносятся люминесцентный раствор, через 10 — 15 сек поверхность протирают и просушивают, наносят тонкий слой порошка (тальк, углекислый магний) впитывающего раствор из трещин или пор, затем деталь осматривают в затемненной комнате в ультрафиолетовых лучах. Расположение трещин определяется по свечению люминофора.
9. Керосиновая проба, деталь погружается в керосин на 10 — 30 мин затем тщательно протирается и покрывается мелом, выступающий из трещин керосин увлажняет мел и дает четкие контуры трещин.
4.6 РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ УЗЛА ОБОРУДОВАНИЯ
Качество сборки влияет на долговечность и надежность. Чем меньше погрешностей допускается при сборке, тем выше работоспособность и лучше технические характеристики станков. При ремонте производится частичная или полная разборка, а после исправления дефектов и замены износившихся деталей — сборка. Трудоемкость разборочно-сборочных работ в общем, объеме ремонтных работ значительна и достигает для некоторых станков 60 — 70%.
Сборка ремонтируемого станка начинается с установки базовой детали, которой обычно служит станина. Станину устанавливают и выверяют. Убедившись в правильности установки и точности направляющих поверхностей, ее крепят к фундаменту или стенду, после чего приступают к установке узлов и деталей. Перед сборкой узлов отремонтированного станка производится их комплектование. Собираются в узлы годные, отремонтированные и новые детали. Узлы комплектуются деталями в соответствии с ведомостью дефектов, при этом большое значение имеет базовая отремонтированная деталь, по которой подбираются и пригоняются другие детали.
Основные проверки, производимые при сборке следующие:
проверка взаимной перпендикулярности поверхностей;
проверка взаимной параллельности поверхностей;
проверка соосностей осей узлов.
Сборка задней бабки производится слесарями-ремонтниками полностью на одном сборочном посту. Все детали и узлы, требуемые для сборки изделия, поступают на этот пост. При этом осуществляется большой объем пригоночных работ, подгонка деталей по месту. При этом сборочные работы обычно выполняются с применением универсальных приспособлений таких как, молоток, выколотка, отвертка, гаечный ключ, а также подъемных устройств.
При сборке необходимо выверять положения оси задней бабки и шпинделя. Выверку выполняют после того, как все сборочные единицы установлены и закреплены.
Собранный станок принимается комиссией в составе механик подразделениязаказчика, мастера ОТК, начальник участка РМЦ и подвергается приемочным испытаниям в следующей последовательности (в соответствии с паспортом): внешний осмотр, испытание на холостом ходу, испытание под нагрузкой и в работе, проверка на технологическую точность. Приемочные испытания проводят на месте эксплуатации оборудования. Допускается проверку технологического оборудования на точность проводить в РМЦ. После устранения дефектов станок грунтуют и окрашивают.
Экономическая часть
5.1 ОРГАНИЗАЦИЯ РЕМОНТНЫХ РАБОТ
Общая структура предприятия представляет собой отдельные составные части производственного процесса, выделенные пространственно в виде обособленных подразделений взаимосвязанных между собой, взятых в совокупности. Основной производственной единицей является цех. Цех – это обособленное в административном отношении звено, выполняющее определенную часть общего производственного процесса. Различают следующие виды цехов: основные, вспомогательные, побочные, подсобные.
На промышленных предприятиях существуют три основных вида организации выполнения ремонтных работ: централизованная, децентрализованная и смешанная.
Централизованная организация выполнения ремонтных работ, предусматривающая выполнение всех ремонтных работ на заводе силами и средствами отдела главного механика (далее именуемого ОГМ) и его ремонтно-механического цеха, типична для предприятий с небольшим количеством оборудования.
Децентрализованная организация выполнения ремонтных работ состоит в том, что все виды ремонтных работ: межремонтное обслуживание, периодический ремонт, в том числе и капитальный; производятся под руководством механиков цехов так называемыми цеховыми ремонтными базами, в состав которых входят ремонтные бригады. В ремонтно-механическом цехе, подчиняющемся главному механику, осуществляется только капитальный ремонт сложных агрегатов. Кроме того, в нем изготавливают и восстанавливают для цеховых ремонтных баз те детали сборочные единицы, изготовление и восстановление которых требует применения оборудования, отсутствующего на ремонтной базе.
Для смешанной организации выполнения ремонтных работ характерно то, что все виды ремонта, кроме капитального, выполняют цеховые ремонтные базы, а капитальный ремонт – ремонтно-механический цех, имеющий соответствующие отделения.
Кроме перечисленных методов технического обслуживания ГОСТ 18322 – 78 предусматривает:
— поточное техническое обслуживание, выполняемое на специализированных рабочих местах в определенной технологической последовательности;
— техническое обслуживание эксплуатационным персоналом, т. е. персоналом, работающим на данном оборудовании в период его эксплуатации;
— техническое обслуживание специализированным персоналом – рабочими, подготовленными специально по объектам, маркам объектов, видам операций и видам технического обслуживания;
— техническое обслуживание специальной организацией, с которой заключается соответствующий договор;
— техническое обслуживание предприятием-изготовителем.
Планом проведения работ по ремонту оборудования является график ремонта. Он разрабатывается перед началом каждого следующего года работниками бюро планово-предупредительного ремонта отдела главного механика. График охватывает всё действующее оборудование и составляется с участием механиков цехов на основании установленной продолжительности ремонтного цикла и межремонтного периода, данных журнала учёта работы оборудования в отработанных часах и технического осмотра оборудования.
Перед составлением годового графика определяется дата следующего ремонта по каждой модели имеющегося оборудования. Для этого нужно знать дату последнего ремонта и его место в длительности ремонтного цикла, длительность ремонтного цикла и межремонтного периода, количество часов, отрабатываемых станком в месяц при существующей сменности, действительный годовой фонд времени работы оборудования.
Аналогичным путём определяют дату текущего ремонта. На основании графика ремонта и норм времени в часах на одну единицу сложности ремонта устанавливается трудоёмкость годового плана ремонта.
Также на предприятиях применяют систему планово-предупредительного ремонта, которая предусматривает проведение профилактических осмотров и видов планового ремонта каждого агрегата после того, как он отработал определенное количество часов. Наибольший экономический эффект ее применение дает при ремонте оборудования, работающего в условиях массового и крупносерийного производства при достаточно высокой загрузке и учете отработанного им времени. Существует три системы ППР: периодического ремонта, послеосмотрового ремонта и стандартного ремонта.
Дефектная ведомость – один из первых документов составляемых при сдаче станка в ремонт. Она составляется механиком путем опроса работающего на машине рабочего, также могут быть использованы записи дежурных слесарей в журнале.
ОРГАНИЗАЦИЯ ТРУДА НА РЕМОНТНЫХ РАБОТАХ
На современном этапе развития производства в условиях широкой механизации и автоматизации, кооперирование и специализации трудовых процессов, возникает необходимость применения рациональных форм организации коллективного труда, при которых обеспечивалось бы максимальная ответственность работников, занятых на смежных операциях, за наивысшие конечные результаты, эффективное использование дорогостоящего оборудования, высокое качество продукции при минимальных расходах материально – энергетических ресурсов.
Повышение технического уровня производства должно сопровождаться соответствующим ростом его организационного уровня.
Производственная бригада – это первичный трудовой коллектив, объединяющих рабочих одной или различных профессий и квалификаций для совместного выполнения производственных заданий при коллективной ответственности за результат.
Бригады бывают:
Специализированные – с узкой специализацией.
Комплексные – могут охватывать весь технологический процесс.
Сменные – когда весь технологический процесс происходит за одну смену.
Сквозные или меж сменные – для обслуживания непрерывного производства.
Рабочее место – это зона оснащенная необходимыми техническими средствами, в который совершается трудовая деятельность исполнителя или группы исполнителей совместно выполняющих одну работу или операцию.
Рациональная организация и обслуживание рабочего места влияют на эффективность использования рабочего места, и оборудования
Организация рабочего места – это система мероприятий по его оснащению средствами и предметами труда и их размещению в определенном порядке.
Организация обслуживания рабочего места означает его обеспечение средствами, предметами труда и услугами, необходимыми для осуществления трудового процесса.
При проектирований рабочего места необходимо учесть: его специализацию, наличие и правильное размещение необходимого оборудования, оснастки и документации, и своевременный порядок обслуживания.
Использование рациональных форм организации труда является важнейшим резервом роста его производительности.
На машиностроительных предприятиях используется бригадная форма организации труда, совмещение профессий, многостаночное обслуживание.
Совмещение профессий — это такое расширение трудовых функций рабочего, при котором он выполняет функции двух или более профессий. Совмещение профессий диктуется требованиями технического прогресса, оно обеспечивает наиболее полное использование рабочего времени, приводит к повышению производительности труда и увеличению заработной платы рабочих, создает условия для организации комплексных бригад и многостаночного обслуживания.
Многостаночное обслуживание представляет собой одновременную работу рабочего или бригады на нескольких станках. Многостаночное обслуживание очень эффективно, так как в результате его осуществления уменьшается потребность в рабочих, повышается производительность труда. Работа на автоматах всегда многостаночная, но многостаночное обслуживание может быть организовано и на обычных станках, например токарных, револьверных.
При организации многостаночной работы необходимо добиваться наиболее полного использования рабочего времени и наиболее полной загрузки оборудования.
Контент чертежей
![]()
Передняя бабка1к62.cdw

При сборке необходимо обеспечить контакт эксцентрика поз. 100 и подшипника 202
по всей ширине подшипника
Балансировка фрикционого вала производиться за счет детали поз. 53
максимальная величина дисбаланса 30г сN
Полости подшипников заполнить смазкой ЦИАТИМ-203 ГОСТ 8773-73
Наружные поверхности покрасить зеленой эмалью ХС-710 ГОСТ9355-60
После сборки залить масло И-20А ГОСТ 20799-88
ДП.150411.432.1К62.000 СБ
ДП.150411.432.1К62.000СБ
![]()
РП чертеж.cdw

![]()
Спецификация1к62.spw

ДП.150411.432.1К62.000
ДП.150411.432.1К62.001
ДП.150411.432.1К62.002
ДП.150411.432.1К62.003
ДП.150411.432.1К62.004
ДП.150411.432.1К62.005
ДП.150411.432.1К62.006
ДП.150411.432.1К62.007
ДП.150411.432.1К62.008
ДП.150411.432.1К62.009
ДП.150411.432.1К62.010
ДП.150411.432.1К62.011
ДП.150411.432.1К62.012
ДП.150411.432.1К62.013
ДП.150411.432.1К62.014
ДП.150411.432.1К62.015
ДП.150411.432.1К62.016
ДП.150411.432.1К62.017
ДП.150411.432.1К62.018
ДП.150411.432.1К62.019
ДП.150411.432.1К62.020
ДП.150411.432.1К62.021
ДП.150411.432.1К62.022
ДП.150411.432.1К62.023
ДП.150411.432.1К62.024
ДП.150411.432.1К62.025
ДП.150411.432.1К62.026
ДП.150411.432.1К62.027
ДП.150411.432.1К62.028
ДП.150411.432.1К62.029
ДП.150411.432.1К62.030
ДП.150411.432.1К62.031
ДП.150411.432.1К62.032
ДП.150411.432.1К62.033
ДП.150411.432.1К62.034
ДП.150411.432.1К62.035
ДП.150411.432.1К62.036
ДП.150411.432.1К62.037
ДП.150411.432.1К62.038
ДП.150411.432.1К62.039
ДП.150411.432.1К62.040
ДП.150411.432.1К62.041
ДП.150411.432.1К62.042
ДП.150411.432.1К62.043
ДП.150411.432.1К62.044
ДП.150411.432.1К62.045
ДП.150411.432.1К62.046
ДП.150411.432.1К62.047
ДП.150411.432.1К62.048
ДП.150411.432.1К62.049
ДП.150411.432.1К62.050
ДП.150411.432.1К62.051
ДП.150411.432.1К62.052
ДП.150411.432.1К62.053
ДП.150411.432.1К62.054
ДП.150411.432.1К62.055
ДП.150411.432.1К62.056
ДП.150411.432.1К62.057
ДП.150411.432.1К62.058
ДП.150411.432.1К62.059
ДП.150411.432.1К62.060
ДП.150411.432.1К62.061
ДП.150411.432.1К62.062
ДП.150411.432.1К62.063
ДП.150411.432.1К62.064
ДП.150411.432.1К62.065
ДП.150411.432.1К62.066
ДП.150411.432.1К62.067
ДП.150411.432.1К62.068
ДП.150411.432.1К62.069
ДП.150411.432.1К62.070
ДП.150411.432.1К62.071
ДП.150411.432.1К62.072
ДП.150411.432.1К62.073
ДП.150411.432.1К62.074
ДП.150411.432.1К62.075
ДП.150411.432.1К62.076
ДП.150411.432.1К62.077
ДП.150411.432.1К62.078
ДП.150411.432.1К62.079
ДП.150411.432.1К62.080
ДП.150411.432.1К62.081
ДП.150411.432.1К62.082
ДП.150411.432.1К62.083
ДП.150411.432.1К62.084
ДП.150411.432.1К62.085
ДП.150411.432.1К62.086
ДП.150411.432.1К62.087
ДП.150411.432.1К62.088
ДП.150411.432.1К62.089
ДП.150411.432.1К62.090
ДП.150411.432.1К62.091
ДП.150411.432.1К62.092
ДП.150411.432.1К62.093
ДП.150411.432.1К62.094
ДП.150411.432.1К62.095
ДП.150411.432.1К62.097
ДП.150411.432.1К62.098
ДП.150411.432.1К62.099
ДП.150411.432.1К62.100
ДП.150411.432.1К62.101
ДП.150411.432.1К62.102
ДП.150411.432.1К62.103
ДП.150411.432.1К62.104
ДП.150411.432.1К62.105
ДП.150411.432.1К62.106
ДП.150411.432.1К62.107
ДП.150411.432.1К62.108
ДП.150411.432.1К62.109
ДП.150411.432.1К62.110
ДП.150411.432.1К62.111
ДП.150411.432.1К62.112
ДП.150411.432.1К62.113
ДП.150411.432.1К62.114
ДП.150411.432.1К62.115
ДП.150411.432.1К62.116
ДП.150411.432.1К62.117
ДП.150411.432.1К62.118
ДП.150411.432.1К62.119
ДП.150411.432.1К62.120
ДП.150411.432.1К62.121
ДП.150411.432.1К62.122
ДП.150411.432.1К62.123
Шайба 16 65Г ГОСТ6402-70
Шайба А16.01 ГОСТ6958-78
Шайба А10.01 ГОСТ11371-78
Шайба А90.01 ГОСТ11371-78
Кольцо А15 ГОСТ 13940-86
Кольцо А22 ГОСТ 13940-86
Кольцо А32 ГОСТ 13940-86
Кольцо А35 ГОСТ 13940-86
Кольцо А38 ГОСТ 13940-86
Кольцо А40 ГОСТ 13940-86
Кольцо А45 ГОСТ 13940-86
Кольцо А18 ГОСТ 13941-86
Кольцо А20 ГОСТ 13941-86
Кольцо А25 ГОСТ 13941-86
Кольцо А30 ГОСТ 13941-86
Кольцо А60 ГОСТ 13941-86
Кольцо А68 ГОСТ 13941-86
Кольцо А70 ГОСТ 13941-86
Кольцо А85 ГОСТ 13941-86
Кольцо А130 ГОСТ 13941-86
Крышка А61.5 ГОСТ 18511-73
Крышка А71.5 ГОСТ 18511-73
Крышка А84.5 ГОСТ 18511-73
Крышка А99.5 ГОСТ 18511-73
Подшипник 7206 ГОСТ333-79
Подшипник 7306ГОСТ333-79
Подшипник 7308 ГОСТ333-79
Подшипник 7309 ГОСТ333-79
Подшипник 7509 ГОСТ333-79
Подшипник 7604 ГОСТ333-79
Подшипник 7605 ГОСТ333-79
Подшипник 46215А ГОСТ7634-75
Подшипник 3182120А ГОСТ7634-75
Подшипник 108 ГОСТ8338-75
Подшипник 200 ГОСТ8338-75
Подшипник 204 ГОСТ8338-75
Подшипник 205 ГОСТ8338-75
Подшипник 206 ГОСТ8338-75
Подшипник 208 ГОСТ8338-75
Подшипник 209 ГОСТ8338-75
Лента асбестовоя тормозная
Масло И-20А ГОСТ 20799-88
ЦИАТИМ-203 ГОСТ 8773-73
Эмаль ХС-710 ГОСТ9355-60
![]()
Схема сборки 1к62.cdw

ДП.150411.432.1К62.000
Кольцо А68 ГОСТ 13941-86
Подшипник 108 ГОСТ8338-75
Кольцо А40 ГОСТ 13940-86
Кольцо А35 ГОСТ 13940-86
Кольцо А45 ГОСТ13940-86
Кольцо А85 ГОСТ13940-86
Фрикционый валик в сборе
Бабка передняя в сборе
Подшипник 7604 ГОСТ333-79
Кольцо А32 ГОСТ13940-86
Подшипник 7605 ГОСТ333-79
Крышка А61.5 ГОСТ18511-73
Подшипник 209 ГОСТ8338-75
Кольцо А130 ГОСТ 13941-86
Подшипник 208 ГОСТ8338-75
Подшипник 7306 ГОСТ333-79
Кольцо А45 ГОСТ 13940-86
Подшипник 7509 ГОСТ333-79
Крышка А84.5 ГОСТ 18511-73
Болт М16-6gх35.58 ГОСТ7798-70
Гайка М16-6Н.5 ГОСТ5915-70
Шайба А16.01 ГОСТ6958-78
Шайба 16 65Г ГОСТ6402-70
Болт М16-6gх45.58 ГОСТ7798-70
Крышка А71.5 ГОСТ 18511-73
Подшипник 7206 ГОСТ333-79
Кольцо А20 ГОСТ 13941-86
Подшипник 7308 ГОСТ333-79
Крышка А99.5 ГОСТ 18511-73
Подшипник 46215А ГОСТ7634-75
Шайба А90.01.ГОСТ11371-78
Болт М10-6gх25.58 ГОСТ7805-70
Подшипник 3182120А ГОСТ7634-75
Подшипник 204 ГОСТ8338-75
Кольцо А38 ГОСТ 13940-86
Подшипник 206 ГОСТ8338-75
Болт М16-6gх25.58 ГОСТ7798-70
Гайка М10-6Н.5 ГОСТ5915-70
Болт М10-6gх40.58 ГОСТ7805-70
Болт М8-6gх16.58 ГОСТ7805-70
Кольцо А30 ГОСТ 13941-86
Кольцо А22 ГОСТ 13940-86
Подшипник 205 ГОСТ8338-75
Кольцо А70 ГОСТ 13941-86
Шайба А10.01 ГОСТ11371-78
Кольцо А15 ГОСТ 13940-86
Подшипник 200 ГОСТ8338-75
Шайба 7019-0640 ГОСТ14734-69
Кольцо А18 ГОСТ 13941-86
Шайба А10.01 ГОСТ 11371-78
![]()
ТП изготовления.cdw

Технологический процесс
ШЦ-III 250-630 ГОСТ166-88
Резец проходной отогнутый
Т15К10 ГОСТ 18877-73
ШЦ-I 0-125 ГОСТ166-88
Резец расточной державочный
Т15К10 ГОСТ 18062-72
Резец проходной отогнутый
Т15К10 ГОСТ 18884-73
Т15К10 ГОСТ 18875-73
Центр вращающийся ГОСТ 8742-75
Оборудование: СН08.16
Приспособление: патрон поводковый
хомутик ГОСТ16488-70
Центр прямой упорный ГОСТ 13214-75
Контролировать деталь по всем параметрам
согласно рабочего чертежа
Контрольно-поверочный
ШЦ-II 0-160 ГОСТ166-88
ДП.150411.432.1К62.000
Пила круглая сегментная
Инструкция техники безопастности
Оборудование: 6МП-480
Приспособление: Патрон 3-х кулачковый
Люнет цеховой подвижный
Материал: Сталь40Х ГОСТ 4543-71
самоцентрирующийся ГОСТ 2675-71
Подрезать торец пов. 1
Центруем отв. пов. 1
Растачиваем отв. пов. 3
Нарезаем резьбу пов. 2
Точим канавку пов. 7
Подрезать торец пов. 10
Центруем отв. пов. 10
Точим канавку пов. 15
Точим канавку пов. 16
Фрезеровать шлицы пов. 11
Фрезеровать шлицы пов. 13
Кольцо шлицевое прямобочное МН2967-61
Цех: Заготовительный
Произвести высокий отпуск НВ 250 280
Приспособление: Головка делительная
Кольцо шлицевое прямобочное МН2968-61
![]()
ТП восстановления.cdw

Технологический процесс
восстановления валика
Резец проходной отогнутый
Т15К10 ГОСТ 18877-73
ШЦ-I 0-125 ГОСТ166-88
Проволока наплавочная
Т15К10 ГОСТ 18884-73
Т15К10 ГОСТ 18875-73
прямобочное МН2968-61
Головка делительная ГОСТ8615-69
Патрон 3-х кулачковый
Центр прямой упорный
Гениратор ТВЧ Л32-67М
Патрон поводковый ГОСТ2572-72
Хомутик ГОСТ16488-70
Поверхности не подлежащие
хромированию покрыть пастой ПВХ
Ванна гальваническая стационарная
ШЦ-II 0-160 ГОСТ166-88
Контролировать деталь по всем
параметрам согласно ремонтно-
пригоночного чертежа
Контрольно-поверочный
ШЦ-I 0-160 ГОСТ166-88
прямобочное МН2967-61
ДП.150411.432.1К62.000
Править центровое отв. пов. 1
Инструкция по техники безопастности
самоцентрирующийся ГОСТ 2675-71
Люнет цеховой подвижный
Править центровое отв. пов. 4
Наплавочная головка А-580
Точить канавку пов. 8
Точить канавку пов. 9
Точить фаску пов. 10
Точить фаску пов. 11
Точить фаску пов. 13
Точить фаску пов. 12
Точить канавку пов. 14
Точить фаску пов. 15
Точить фаску пов. 16
Фрезеровать шлицы пов. 7
Фрезеровать шлицы пов. 6
Микрометр MP 0-25 ГОСТ 4381-68
Центр вращающийся ГОСТ8742-75
![]()
Рабочий чертеж.cdw


Илья студент
размещено: 21 Марта 2008
Содержит в себе: сборочный чертеж(точнее сказать развертку) передней бабки(коробки скоростей) станка, схему сборки, карту сборки, дефектную ведомость, рабочий чертеж вала, ремонтно-пригоночный чертеж, спецификация, тех. процесс восстановления и изготовление вала, пояснительная записка
Комментарии
Комментарии могут оставлять только зарегистрированные
участники
Авторизоваться
Комментарии 1-2 из 2
, 29 марта 2008 в 14:35
#1
Как чертежи посмотреть????
Илья студент
, 29 марта 2008 в 16:21
#2
Чертежи сделаны в компасе

0.6 МБ
СКАЧАТЬ
Волховский Алюминиевый Колледж
Дипломный проект по дисциплине «Монтаж и техническая эксплуатация промышленного оборудования»
На тему: «Техническая эксплуатация и капитальный ремонт механизма главного движения токарно-винторезного станка 1К62. Демонтаж и монтаж ремонтируемых узлов»
Волхов 2016
В данной работе рассматривается принцип работы привода токарно-винторезного станка 1К62, кинематический и силовой расчет привода, проверочный расчет на прочность шпиндельного вала, капитальный ремонт агрегата: демонтаж и монтаж ремонтируемых узлов (шпиндельный вал, задняя бабка); сдача оборудования в эксплуатацию после ремонта; документация.
Содержание
Введение
1. Описательная часть проекта
2. Расчетно — технологическая часть проекта
Охрана труда.
Экономическая часть
Заключение
Литература
Состав: Общий вид (ОВ), Кинематическая схема (КЗ), Задняя бабка (СБ), Шпиндельный вал, Спецификация (задняя бабка, кинематическая схема, общи вид) ,ПЗ ![]()
Софт: AutoCAD 2015
Сайт: www
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться
и принять участие в жизни сайта. Посмотрите, как тут скачивать файлы
Содержание
1. Перспективы развития электроэнергетики
2. Технология ремонта токарно-винторезного станка 1к62
3. Техника безопасности
4. Проблемы экологии
2. Технология ремонта токарно-винторезного станка 1к62
Токарный станок 1К62
Токарно винторезный станок 1К62 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.
Высокая точность работ даже при скоростных режимах резания и обработке массивных заготовок с применением ударных нагрузок достигается благодаря особому креплению шпинделя станка на специальных подшипниках. Поэтому токарный станок по металлу 1К62 используют для обработки деталей из закаленной стали и твердых сплавов, которая осуществляется при тяжелых режимах резания. Возможность использовать станок как для силового, так и для скоростного резанья, является одной из особенностей 1К62. Кроме того, благодаря особой конструкции задней бабки, способной перемещаться в поперечном направлении, на станке 1К62 возможно производить обработку пологих конусов.
Шпиндель станков установлен на специальных подшипниках, которые обеспечивают необходимую жесткость и высокую точность обработки.
Возможность установки подвижного или неподвижного люнета, а также сменные зубчатые колеса, передающие движение от передней бабки к коробке передач, являются еще одной особенностью станка 1К62. Быстрое перемещение суппорта достигается благодаря наличию в комплектации станка дополнительного двигателя мощностью 1,0 кВт. Защита двигателей от перегрузок и коротких замыканий обеспечиается тепловыми реле и предохранителями.
Основные достоинства предлагаемой серии станков — высокая мощность главного привода, большая жесткость и прочность всех звеньев кинематической цепи, надежность и виброустойчивость конструкции, широкий диапазон частот вращения шпинделя, рассчитанных на скоростное и силовое резание.
Базовая модель серии — универсальный токарно-винторезный станок 1К62Д, который является усовершенствованным прототипом хорошо зарекомендовавшего себя во многих странах мира станка 1К62, выпускавшегося ранее заводом «Красный пролетарий».
Обработка разнообразных материалов может производиться с ударными нагрузками без потери точности.
Станки могут использоваться для обработки закаленных заготовок из жаропрочной и инструментальной стали, требующих тяжелых режимов резания.
Технические характеристики станка 1К62
- Наибольший диаметр детали, устанавливаемой над станиной, 400 мм
- Расстояние между центрами в мм 710, 1000 и 1400
- Диаметр отверстия шпинделя в мм 47
- Число значений частот вращения шпинделя 23
- Частота вращения шпинделя в об/мин 12,5—2000
- Число подач 42
Подачи на 1 оборот в мм:
- Продольные 0,07 — 4,16
- Поперечные 0,035 — 2,0
Шаг нарезаемой резьбы:
- Метрической в мм 1—192
- дюймовой (число ниток на 1″) 2 — 24
- модульной в мм (0,5—48)Pi
Типовой объем работ при текущем ремонте
Текущий ремонт производится для электрических машин, находящихся в эксплуатации, в том числе в резерве.
Типовой объем текущего ремонта включает:
- производство операций технического обслуживания;
- отключение от питающей сети в соответствии с требованиями;
- очистку наружных поверхностей от грязи, пыли и масел;
- разборку машины в нужном для производства ремонта объеме;
- проверку состояния, промывку подшипников, замену подшипников качения при превышении максимально допустимых радиальных зазоров;
- проверку работы смазочных колец для электромашин с подшипниками скольжения;
- проверку, ремонт системы принудительной смазки и отключающей блокировки при прекращении подачи смазки в соответствии с требованиями;
- замену смазки;
- проверку состояния и надежности крепления лобовых частей обмоток и устранение дефектов;
- устранение местных повреждений изоляции обмоток статора и ротора;
- сушку обмоток и покрытие лобовых частей обмоток покровным лаком;
- проверку и подтяжку крепежных соединений и контактов, при необходимости — замену крепежных деталей;
- зачистку и шлифовку колец и коллекторов, продороживание коллектора;
- проверку состояния и правильности обозначений выводных концов обмоток, зажимных щитков с необходимым ремонтом в соответствии с требованиями;
- сборку машины;
- проверку защитного заземления;
- подсоединение к электросети;
- проверку работы на холостом ходу и под нагрузкой;
- устранение повреждений окраски;
- проведение приемо-сдаточных испытаний и оформление сдачи машины после ремонта
Типовой объем работ при капитальном ремонте
Типовой объем работ при капитальном ремонте включает в себя:
- проверку станка на точность перед разборкой;
- измерение износа трущихся поверхностей перед ремонтом базовых деталей;
- полную разборку станка и всех его узлов;
- промывку, протирку всех деталей;
- осмотр всех деталей;
- уточнение предварительно составленной ведомости дефектных деталей, требующих восстановления или замены;
- восстановление или замена изношенных деталей;
- ремонт системы охлаждения;
- смену насоса системы смазки и ее ремонт;
- зачистку регулировочных клиньев, прижимных планок;
- зачистку ходового винта, ходового вала, винтов привода поперечных и резцовых салазок суппорта;
- зачистку и промывку посадочных поверхностей головки;
- проверку работы и регулирование рычагов и рукояток органов управления, блокирующих, фиксирующих, предохранительных механизмов и ограничителей; замена изношенных сухарей, штифтов, пружин и других указанных механизмов;
- замену изношенных деталей, которые предположительно не выдержат эксплуатации до очередного планового ремонта;
- зачистку забоин, заусенцев, задиров и царапин на трущихся поверхностях направляющих станины, каретки, салазках суппорта и задней бабки;
- ремонт ограждающих кожухов, щитков, экранов;
- ремонт и промывку системы смазки и ликвидирование утечек;
- регулирование плавности перемещения каретки, салазок суппорта;
- проверку состояния и зачистка зубчатых муфт;
- проверку и ремонт системы пневмооборудования и охлаждения, ликвидирование утечек;
- выявление деталей, требующих замены или восстановления при ближайшем плановом ремонте;
- проверку точности установки станка и выборочно других точностных параметров;
- испытание станка на холостом ходу на всех скоростях и подачах, проверка на шум, нагрев и по обрабатываемой детали на точность и чистоту обработки;
- шлифование или шабрение направляющих поверхностей станины, каретки, салазок, суппорта, задней бабки;
- замену протекторов на каретке, салазках суппорта, задней бабке;
- сборку всех узлов станка, проверку правильности взаимодействия узлов и механизмов;
- шпаклевку и окраску всех необработанных поверхностей в соответствии с требованиями по отделке нового оборудования
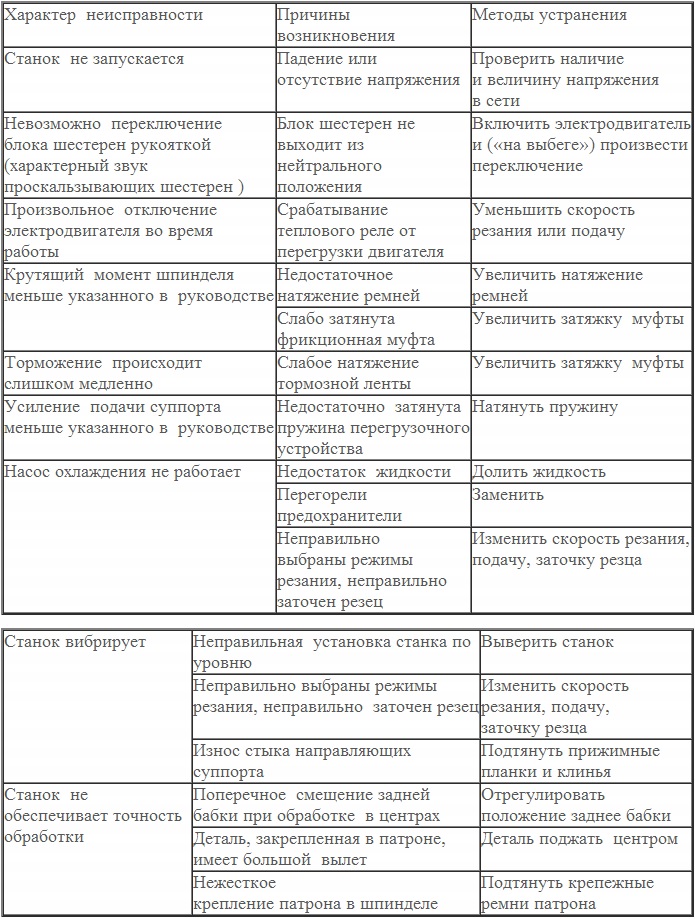
Основные неисправности электрооборудования и методы их устранения
Станок 1К62 выпускается взамен ранее действовавшей модели 1А62. Конструкция станка значительно улучшена и отвечает современным требованиям, предъявляемым к токарным станкам универсального назначения.
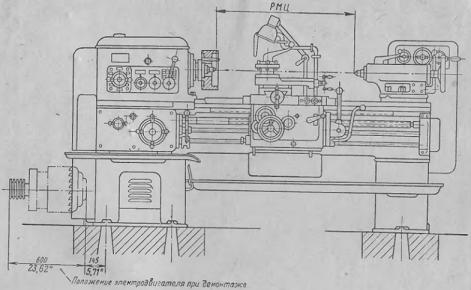
Станок имеет жесткую станину 5 коробчатой формы с поперечными П-образными ребрами и усиленными направляющими для каретки суппорта 2. Станина смонтирована на двух тумбах. В левой тумбе 8 установлен электродвигатель главного привода, а в правой 6 размещен бак для охлаждающей жидкости. Вся электроаппаратура, управления сосредоточена в отдельном шкафу 3. Для защиты рабочего от сходящей или отлетающей стружки станок оснащен откидывающимся щитком с прозрачным экраном. В нише на правом торце станины размещен электродвигатель ускоренного хода суппорта. Весь механизм коробки скоростей размещен в корпусе передней бабки 1. В остальном общая компоновка частей станка типовая.
Быстроходность (до 2000 об/мин), увеличенная мощность главного привода (10 кВт) и наличие крупных подач (до 4,16 мм/об) позволяют на станке 1К62 наиболее полно использовать возможности современного твердосплавного инструмента и достигнуть существенного сокращения машинного времени.
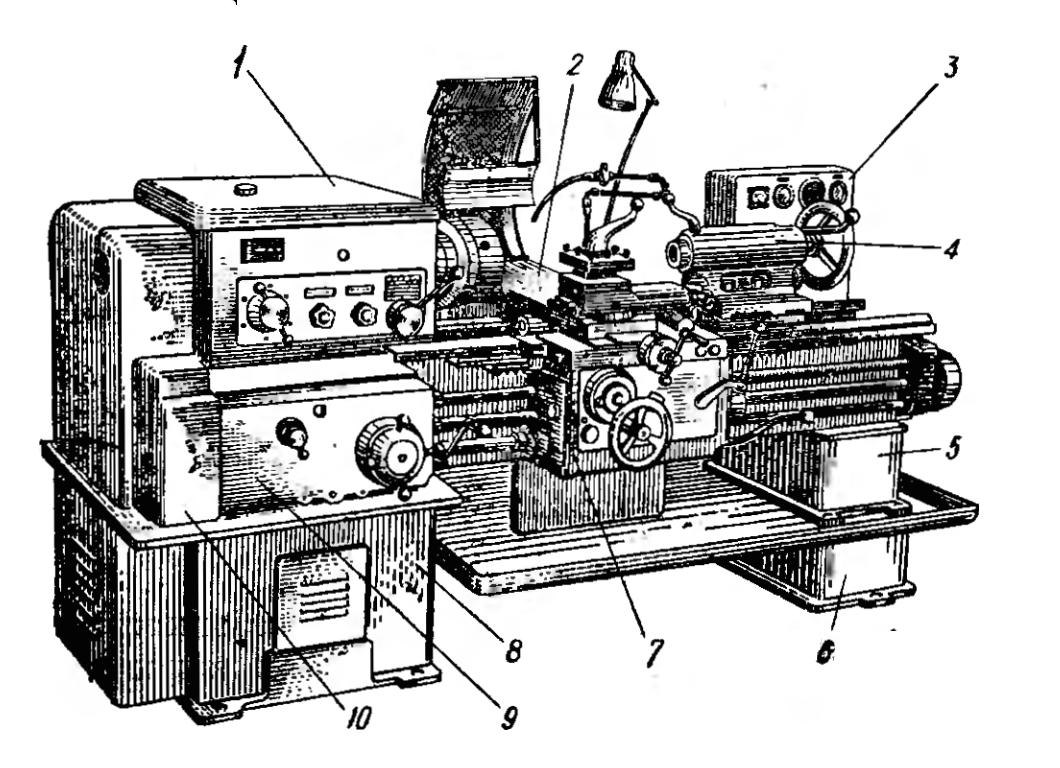
Вместе с тем в конструкции станка учтена возможность значительного сокращения ручных работ. С этой целью уменьшено количество рукояток управления станком. Коробки скоростей и подач 10 и 9 имеют двухрукояточное управление. Механические рабочие и холостые перемещения суппорта включаются одной рукояткой. Закрепление и открепление задней бабки 4 на станине также выполняются одной рукояткой с эксцентриковым зажимом. На суппорте установлен быстродействующий четырехпозиционный резцедержатель с точной фиксацией. В механизме фартука имеется предохранительная муфта, автоматически отключающая его при перегрузках, а также при работе по упорам. На заднем конце шпинделя установлен лимб, ускоряющий деление многозаходных резьб на заходы. Задняя бабка имеет специальный замок, позволяющий присоединять ее к суппорту для сверления с механической подачей.
Для экономии электроэнергии на станке установлено реле времени, ограничивающее время холостой работы главного электродвигателя.
Система смазки также подвергнута улучшению. Механизмы коробки скоростей, подачи и фартука 7 смазываются автоматически во время работы станка. От плунжерного насоса, установленного в фартуке, можно смазывать направляющие каретки и поперечных салазок суппорта.
Конструкцией станка предусмотрена возможность оснащения его следующими дополнительными узлами: фартуком с электромагнитными муфтами для фасонного точения при помощи электрощупа, гидрокопировальным суппортом, суппортом с механической подачейверхних салазок н задним резцедержателем, а также гидрофицированным зажимным патроном и гидрофицированной задней бабкой. Применение этих устройств дает возможность механизировать и автоматизировать процесс обработки деталей на станке.
Кинематика станка. Полная кинематическая схема станка 1К62 состоит из цепи передачи главного движения от двигателя к шпинделю и цепи движения подачи от шпинделя к суппорту.
Цепь главного движения. От электродвигателя мощностью 10 кВт вращательное движение через клиноременную передачу 0142—0 254 поступает на вал I коробки скоростей. Двусторонняя муфта МI служит для включения прямого (правого) и обратного (левого) вращения шпинделя.
Кинематическая схема токарно-винторезного станка модели 1К62.
При правом вращении вал II получает два числа оборотов через передачи 56—34 или 51—39 переключением двойного подвижного блока Б1. При левом вращении на вал II передается одно число оборотов через сложную зубчатую передачу 50—24—36—38.
Наличие тройного зубчатого блока Б2 позволяет получить на валу III шесть различных чисел оборотов. Последние могут быть либо непосредственно переданы шпинделю через передачу 65—43, когда двойной блок Б5 включен влево (как показано на схеме), либо через перебор, когда блок Б5 включен вправо. В последнем случае вращение от вала III на шпиндель передается двумя скользящими блоками Б3 и Б4, позволяющими получить три различных передаточных отношения: 1; 1/4; 1/16 (четвертое совпадает со вторым), и через передачу 27—54, имеющую передаточное отношение 1/2. Следовательно, вращение шпинделя при включении перебора можно замедлять в 2; 8 или 32 раза.
Через перебор шпиндель получает 18 различных чисел оборотов. Всего шпиндель имеет 24 скорости с диапазоном регулирования от 12,5 до 2000 об/мин.
Практически станок 1К62 имеет только 23 различных числа оборотов шпинделя, так как одно число (630 об/мин) с перебором и без перебора совпадает. При левом вращении шпиндель может иметь 12 скоростей в диапазоне от 19 до 2420 об/мин. Ускоренное левое вращение предусмотрено для быстрого отвода суппорта и свинчивания режущих инструментов при нарезании резьб.
Структурная формула привода главного движения для определения чисел оборотов шпинделя при правом вращении будет иметь следующий вид:38
Цепь движения подачи. Привод подачи суппорта состоит из звена увеличенного шага, двухскоростного механизма реверса, гитары сменных колес, коробки подач и механизма фартука.
Движение подач заимствуется либо непосредственно от шпинделя через передачу 60—60, когда блок Б6 звена увеличенною шага находится в крайнем левом положении (как показано на схеме), либо от вала III через зубчатую передачу 45—45, когда блок Б6 перемещен в крайнее правое положение. В последнем случае в зависимости от передаточного отношения перебора подача и шаг резьбы увеличиваются в 2; 8 или 32 раза. Практически в станке используются увеличения шага в 8 и 32 раза.
Механизм реверса с блоком Б7, применяемый для изменения направления вращения ходового винта, имеет две скорости правого и одну скорость левого вращения. При крайнем левом положении тройного скользящего блока Б7 вращение от вала VII валу VIII передается зубчатыми колесами 42—42 с передаточным отношением, равным 1. При среднем положении блока Б7 передача осуществляется колесами 28—56 с передаточным отношением 1/2, а при крайнем правом положении его изменяется направление вращения, которое в этом случае передается колесами 35—28—35.
Коробка подач получает вращение от вала VIII через гитару со сменными блоками С1 и С2. Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С1 и С2 устанавливаются, как показано на схеме, и вращение коробке подач сообщается колесами 42—95—50. При нарезании модульных и питчевых резьб сменные блоки переворачивают, и вращение коробке подач передается колесами 64—95—97.
Коробка подач состоит из семи ступенчатого механизма с конусным блоком зубчатых колес и четырехступенчатого множительного механизма. Настройка ее при нарезании дюймовых, питчевых и торцовых резьб производится, как показано на схеме, при выключенных муфтах М2, М3 и М4. Вращение от вала IX передается валу XIV через передачу 35—37—35, механизм с конусным блоком, колеса 35—28 и 28—35 и множительный механизм. Последний состоит из двух двойных блоков зубчатых колес Б8 и Б9, которые обеспечивают получение четырех передаточных отношений: 1/8, 1/4, 1/2 и 1. При включении муфты М5 вращение от вала XIV передается ходовому винту XVI.
Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Колесо 35 на валу X выводят из зацепления с колесом 37, включают муфты М2 и М4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV передается муфтой М2, валом XI, механизмом с конусным блоком, муфтой М4 и множительным механизмом.
В показанном на схеме положении двухвенцовое зубчатое колесо Б10 передает вращение ходовому валику XVII через такое же колесо 56, обгонную муфту М0 и вал XV для осуществления механических подач суппорта. При смещении колеса Б10 влево его левый зубчатый венец входит в зацепление с колесом 56, неподвижно закрепленным на валу XV, и вращение последнему передается помимо обгонной муфты, что необходимо для нарезания торцовых резьб.
Для нарезания особо точных резьб и резьб со специальным шагом муфты М2, М3 и М5 включаются и вращение от вала IX передается непосредственно на ходовой винт XVI, минуя механизм коробки подач. В этом случае настройка станка на требуемый шаг резьбы осуществляется подбором чисел зубьев сменных колес гитары.
От ходового валика XVII вращение через колеса 27—20—28, предохранительную муфту Мп и червячную передачу 4—20 сообщается валу XIX. Последний связан передним колесом 40 непосредственно с зубчатыми венцами муфт М7 и М9, а задним колесом 40 через широкое паразитное колесо 45 — с зубчатыми венцами кулачковых муфт М6 и М8 (на схеме показано штриховой линией).
При сцеплении муфт М6 и M7 включается механическая продольная подача в том или ином направлении, при этом вращение от вала XX передается валу XXI с закрепленной на нем реечной шестерней 10 колесами 14—66.
Поперечная подача в обе стороны включается муфтами М8 и М9, тогда вращение от вала XXII передается винту поперечной подачи XXIII колесами 40—61—20. При одинаковой настройке коробки подач поперечные подачи вдвое меньше продольных.
Как известно, подача и шаг нарезаемой резьбы на токарном станке соответствуют величине перемещения суппорта за один оборот шпинделя. Поэтому для их определения по кинематической схеме следует 1 оборот шпинделя умножить на передаточное отношение сложной передачи ic.n от шпинделя до последнего элемента кинематической цепи и затем полученное выражение умножить на длину делительной окружности реечной шестерни I — для продольной цодачи, шаг винта поперечных салазок суппорта Sп — для поперечной подачи или шаг ходового винта Sx — для определенного шага нарезаемой резьбы. Эти зависимости можно выразить следующими формулами.
Амперметр 12 измеряет нагрузку главного электродвигателя по мощности. Его шкала разделена на три участка: белого, зеленого и красного цвета. Участок белого цвета показывает недогрузку станка, зеленый — нагрузку от 85 до 100%, красный — перегрузку.
Управление главным электродвигателем осуществляется кнопочной станцией 18 с кнопками «пуск» черного цвета и «стоп» — красного.
Включение, остановка и реверсирование Шпинделя производится рукоятками управления 8 и 22, имеющими три фиксированных положения: верхнее — для левого вращения, среднее — для остановки, нижнее — для правого вращения. Эти рукоятки осуществляют переключение двухсторонней многодисковой муфты М1 с помощью механизма управления
. При повороте рукояток управления 16 или 18 в направлении стрелок Л и В перемещаются рычаги 15 и 14, которые поворачивают -вал 11 и зубчатое колесо 10, находящееся в зацеплении с рейкой 9. На левом конце рейки закреплена вилка 8, которая своим кольцевым сектором входит в выточку муфты 22. Перемещение этой муфты вдоль полого вала 6 вызывает поворот собачки 23, которая нижним выступом б перемещает тягу 7 вдоль своей оси. Последняя штифтом 3, перемещая нажимную втулку 24, включает левую 2 или правую 4 фрикционные муфты соответственно для прямого или обратного вращения шпинделя. В среднем положении рукояток управления фрикционные муфты выключаются, а рейка 9 выступом, а нажимает на конец двуплечего рычага 19, который натягивает металлическую ленту 21 на тормозном барабане 20 и останавливает привод станка. Одновременно с торможением кулачок 12 включает реле времени 13, заранее настроенное на определенное время холостой работы электродвигателя. По истечении этого времени реле автоматически отключает электродвигатель от электросети. При включении одной из фрикционных муфт выступ а рейки 9 сходит с конца рычага 19, а кулачок 12 отходит в сторону. Происходит освобождение тормоза и выключение реле времени.
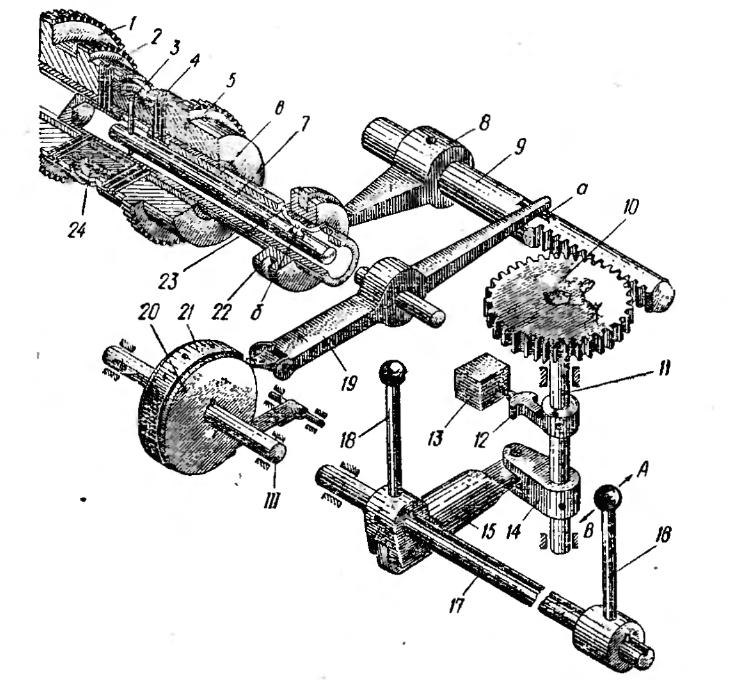
Механизм управления станка 1К62.
Настройка коробки скоростей на необходимое число оборотов шпинделя производится рукоятками 1 и 4. Рукоятка 4 может занимать четыре положения, устанавливаемые согласно табличке, прикрепленной к стенке передней бабки. Каждому положению рукоятки соответствует определенный диапазон чисел оборотов шпинделя в минуту: 12,5—40; 50—160; 200—630; 630—2000. Настройка станка на конкретное число оборотов производится установкой рукоятки 1 в одно из шести фиксированных положений по круговой табличке. Рукоятка 1 перемещает блоки Б1 и Б2 на II и III валах коробки скоростей, а рукоятка 4 — блоки перебора Б3 и Б4, а также блок Б5, установленный на шпинделе, Переключение блоков осуществляется механизмами однорукояточного Управления.
Рукоятка 2 может занимать три положения: крайние — для настройки станка на нормальный и увеличенный шаг резьбы, среднее—-для отключения шпинделя от механизма подач при делении многозаходных резьб на заходы. Для этой цели на заднем конце шпинделя установлен лимб, имеющий 60 делений.
хема механизма одиорукояточного переключения зубчатых блоков станка 1А62.
Рукоятка управляет переключениями блока Б7 (см.реверсивного механизма. Она также может занимать три положения: крайние — для нарезания правых и левых резьб, среднее — для настройки станка на малые подачи суппорта.
Коробка подач настраивается штурвалом 23 и рукояткой 24.
Виды резьб, подача и включение ходового винта напрямую устанавливаются поворотом рукоятки 24 в одно из пяти положений против указателя. Эта рукоятка переключает муфты коробки подач.
Штурвал 23 закреплен на выдвижном стакане, который установлен в отверстии барабана. На наружной поверхности последнего нанесена таблица резьб, подач и положения рукояток 2, 3 и 4 коробки скоростей. Таблица состоит из четырех частей по окружности, соответственно которым барабан может занимать четыре фиксированных положения против указателя. Для настройки коробки подач на нужный шаг или подачу барабан поворачивают так, чтобы против указателя оказалась требуемая часть таблицы. Затем движением штурвала на себя выдвигают и поворачивают стакан до совпадения риски на его поверхности с риской определенного столбика таблицы. После этого стакан подают вперед в прежнее положение. Этими движениями переключаются механизм с конусным блоком и множительный механизм коробки подач.
Для полной настройки станка на необходимую подачу или шаг резьбы после выполнения указанных выше переключений коробки подач необходимо установить рукоятки 2, 3 и 4 коробки скоростей в определенное положение, согласно таблице штурвала 23, и сменные колеса гитары по показаниям лимба рукоятки 24.
Механические движения суппорта в продольном и поперечном направлениях включаются рукояткой 10. Для быстрого перемещения суппорта в указанных направлениях следует нажать на кнопку 9, встроенную в рукоятку 10, которая включает двигатель ускоренного хода суппорта. Безошибочный поворот рукоятки в требуемое положение обеспечивается совпадением направления ее движения с направлением перемещения суппорта.
Рукоятка 19 для включения маточной гайки и рукоятка 10 связаны блокировочным устройством так, что одновременное их включение невозможно.
В фартуке предусмотрена выдвижная кнопка 5 для выключения реечной шестерни при нарезании резьб резцами. В этом случае маховичок 21 ручного продольного перемещения суппорта не вращается.
Ручные перемещения поперечных и верхних салазок выполняются вращением рукояток 20 и 7.
Отсчет величины перемещения салазок при установке резца на размер детали производится по лимбам. Лимб продольной подачи имеет цену деления 1 мм (по особому заказу станок снабжается лимбом с ценой деления 0,1 мм). Лимб поперечной подачи выполнен с ценой деления 0,05 мм на диаметр. Лимб верхних салазок имеет цену деления 0,05 мм.
Задняя бабка закрепляется на станине рукояткой 15 с эксцентриковым зажимом. Маховичок 17 перемещения пиноли снабжен лимбом с ценой деления 0,05 мм. Пиноль зажимается рукояткой 11. Четырехпозиционный резцедержатель поворачивается и закрепляется рукояткой 6.
Регулировка станка. В процессе эксплуатации зазоры в подвижных соединениях станка постепенно увеличиваются, что снижает точность его работы. Для уменьшения зазоров в станке 1К62, как и в других токарных станках, предусмотрена возможность регулировки наиболее ответственных соединений. Регулировке подлежат подшипники шпинделя, фрикционная муфта коробки скоростей, тормоз, клинья и планки салазок суппорта, гайка винта поперечной подачи.
Регулировка подшипников шпннделя, опоры шпинделя 1К62. Передней опорой служит регулируемый двухрядный роликовый подшипник 7, а задней — два радиально-упорных шариковых подшипника 3 и 4. Осевая нагрузка на шпиндель 1 воспринимается только радиально-упорными подшипниками задней опоры.
3. Техника безопасности
1.1. К самостоятельной работе электриком по ремонту и обслуживанию электрооборудования (далее электриком) допускаются лица не моложе 18 лет, имеющие профессиональную подготовку и прошедшие:
-медицинский осмотр;
-вводный инструктаж;
-обучение безопасным методам и приемам труда и проверку знания Правил устройства электроустановок, Правил безопасности при эксплуатации электроустановок;
-первичный инструктаж на рабочем месте;
-при ремонте и обслуживании электрооборудования напряжением до 1000 В должен иметь группу по электробезопасности не ниже III, а свыше 1000 В — не ниже IV.
1.2. Электрик обязан:
1.2.1 Соблюдать нормы, правила и инструкции по охране труда и пожарной безопасности и требования правил внутреннего трудового распорядка.
1.2.2. Правильно применять коллективные и индивидуальные средства защиты, бережно относиться к выданным в пользование спецодежде, спецобуви и другим средствам индивидуальной защиты.
1.2.3. Немедленно сообщать своему непосредственному руководителю о любом несчастном случае, происшедшем на производстве, о признаках профессионального заболевания, а также о ситуации, которая создает угрозу жизни и здоровью людей.
1.2.4. Знать сроки испытания защитных средств и приспособлений, правила эксплуатации, ухода и пользования ими. Не разрешается использовать защитные средства и приспособления с просроченным сроком проверки.
1.2.5. Выполнять только порученную работу.
1.2.6. Соблюдать требования инструкций по эксплуатации оборудования.
1.2.7. Знать местонахождение средств оказания доврачебной помощи, первичных средств пожаротушения, главных и запасных выходов, пути эвакуации в случае аварии или пожара.
1.2.8. Знать нормы переноски тяжести вручную.
1.2.9. Знать номера телефонов медицинского учреждения и пожарной охраны.
1.2.10. Содержать рабочее место в чистоте и порядке.
1.3. При заболевании или травмировании как на работе, так и вне ее, необходимо сообщить об этом лично или через других лиц своему руководителю или руководителю предприятия.
1.4. При несчастном случае следует оказать помощь пострадавшему в соответствии с инструкцией по оказанию доврачебной помощи, вызвать работника медицинской службы. Сохранить до расследования обстановку на рабочем месте такой, какой она была в момент происшествия, если это не угрожает жизни и здоровью окружающих и не приведет к аварии.
1.5. При обнаружении пожара или загорания необходимо:
-немедленно сообщить в пожарную охрану, своему руководителю или руководителю предприятия;
-обесточить оборудование в зоне пожара или загорания;
-приступить к тушению очага пожара имеющимися средствами пожаротушения.
1.6. Находясь на работе, электрик обязан соблюдать следующие требования:
-ходить только по установленным проходам, переходным мостикам и площадкам;
-не садиться и не облокачиваться на случайные предметы и ограждения;
-не подниматься и не спускаться бегом по лестничным маршам и переходным мостикам,
-не прикасаться к электрическим проводам, кабелям электротехнических установок;
-не находиться в зоне действия грузоподъемных машин;
-не смотреть на дугу электросварки без средств защиты глаз.
1.7. Обращать внимание на знаки безопасности, сигналы и выполнять их требования. Запрещающий знак безопасности с поясняющей надписью «Не включать — работают люди!» имеет право снять только тот работник, который его установил. Запрещается включать в работу оборудование, если на пульте управления установлен запрещающий знак безопасности с поясняющей надписью «Не включать — работают люди!».
1.8. При передвижении по территории необходимо соблюдать следующие требования:
-ходить только по пешеходным дорожкам, тротуарам;
-при выходе из здания убедиться в отсутствии движущегося транспорта.
1.9. Для питья следует употреблять воду из сатураторов или специально оборудованных фонтанчиков.
1.10. Принимать пищу следует только в специально оборудованных помещениях.
1.11. Курить следует только в специально отведенных местах. Запрещается употребление спиртныхнапитков и появление на работе в нетрезвом состоянии, в состоянии наркотического или токсического опьянения.
1.12. Опасными и вредными производственными факторами являются:
- -напряжение в электрической сети;
- -наличие напряжения на обслуживаемом оборудовании;
- -неогражденные острые кромки инструментов;
- -вылетающие стружка, опилки, осколки обрабатываемого материала;
- -повышенная физическая нагрузка;
- -повышенная (пониженная) температура окружающего воздуха;
- -падение с высоты;
- -падение предметов с высоты;
- -повышенный уровень шума;
- -пыле- и газообразные выделения применяемых в производстве веществ в воздухе рабочей зоны.
1.13. В соответствии с нормами выдачи спецодежды и других средств индивидуальной защиты электрику выдаются:
костюм х/б — на 12 месяцев;
ботинки кожаные — на 12 месяцев;
рукавицы комбинированные — на 1 месяц;
берет — на 12 месяцев;
галоши диэлектрические — дежурные;
перчатки диэлектрические — дежурные;
каска — дежурная;
очки защитные — дежурные.
2. Требования безопасности перед началом работы.
2.1. Надеть исправную спецодежду, проверить исправность средств индивидуальной защиты.
2.2. Проверить наличие: ключей от электрощитов, пультов управления, оперативной документации.
2.3. Проверить исправность инструментов, приспособлений, средств коллективной и индивидуальной защиты.
2.5. Для переноски инструмента используется специальная сумка или переносный ящик. Переноска инструмента в карманах запрещается.
2.5. Убедиться в достаточном освещении рабочего места, отсутствии электрического напряжения на ремонтируемом оборудовании.
2.6. Выполнение работ повышенной опасности производится по наряду-допуску после прохождения целевого инструктажа.
2.7. Удалить из зоны проведения работ посторонних лиц и освободить рабочее место от посторонних материалов и других предметов, огородить рабочую зону и установить знаки безопасности.
2.8. При обнаружении неисправности оборудования, инструмента, приспособлений, средств индивидуальной или коллективной защиты, рабочего места, как перед началом работы, так и во время работы, сообщить руководителю и до устранения неполадок к работе не приступать. Пользоваться неисправными, с истекшим сроком испытания инструментами, приспособлениями, средствами индивидуальной или коллективной защиты запрещается.
2.9. Для выполнения совместной работы несколькими лицами должен назначаться старший работник, обеспечивающий согласованность действий и соблюдение требований безопасности.
3. Требования безопасности во время работы.
3.1. Заметив нарушение требований безопасности другим работником, не оставаться безучастным, а предупредить рабочего об опасности и необходимости их соблюдения.
3.2. Не допускать на рабочее место лиц, не связанных с ремонтом, не отвлекаться посторонними разговорами, помнить об опасности поражения электрическим током.
3.3. При появлении нескольких неисправностей в электрооборудовании, устранять неисправности в порядке очередности или по указанию руководителя, если это не влечет опасности поражения персонала электрическим током или порче оборудования
3.4. Перед снятием электрооборудования для ремонта снять напряжение в сети не менее чем в двух местах, а также удалить предохранители. Приступать к снятию электрооборудования следует, убедившись в отсутствии напряжения, вывесив плакат «Не включать — работают люди!» на рубильник или ключ управления.
3.5. Разборку и сборку электрооборудования производить на верстаках, стеллажах, подставках, специальных рабочих столах или стендах, обеспечивающих их устойчивое положение.
3.6. Гаечные ключи применять по размеру гаек или болтов, не применять прокладки между ключом и гайкой, не наращивать ключи трубами и другими предметами.
3.7. Выпрессовку и запрессовку деталей производить с помощьюРаботодатель обязан заменить или отремонтировать спецодежду, спецобувь и другие средства индивидуальной защиты, пришедшие в негодность до истечения установленного срока носки по причинам, не зависящим от работника.
специальных съемников, прессов и других приспособлений, обеспечивающих безопасность при выполнении этой работы.
3.8. Обрабатываемую деталь надежно закрепляйте в тисках или другом приспособлении. При рубке, чеканке и других работах, при которых возможно отлетание частиц материала, пользоваться очками или маской.
3.9. Сварку и пайку производить в защитных очках, с включенной вентиляцией.
3.10. Перед испытанием электрооборудования после ремонта оно должно быть надежно закреплено, заземлено (занулено), а вращающиеся и движущиеся части закрыты ограждениями.
3.11. При получении заявки на устранение неисправности сделать запись в оперативном журнале:
-время поступления заявки;
-фамилию и должность лица, подавшего заявку;
-вид и место появления неисправности;
-выполнение технических мероприятий по отключению электропитания;
-время окончания работы по устранению неисправности и включения оборудования в работу.
3.12. Производить обходы и осмотр электрооборудования по утвержденному маршруту, обращая внимание на правильность режимов работы, состояние и исправность средств автоматики. Шкафы, пульты управления должны быть надежно закрыты. Результаты осмотров фиксируются в оперативном журнале.
3.13. При ремонте и техническом обслуживании электрооборудования, находящегося под напряжением, следует пользоваться средствами защиты (инструментом с изолированными ручками, диэлектрическими перчатками, указателем напряжения), которые должны быть исправными и испытаны в электротехнической лаборатории. На защитных средствах должен быть порядковый номер и дата его испытания. Инструмент переносить в закрытой сумке или ящике Работа по ремонту и техническому бслуживанию электрооборудования, находящегося под напряжением, должны производиться двумя работниками, имеющими группу по электробезопасности не ниже III.
3.14. Перед пуском временно отключенного оборудования, осмотреть и убедиться в готовности к приему напряжения и предупредить работающий персонал о предстоящем включении.
3.15. Во время работы постоянно поддерживать порядок на рабочем месте, не допускать его захламленности и не загромождать посторонними предметами.
3.16. При замене плавких предохранителей под напряжением необходимо:
-отключить нагрузку;
-надеть защитные очки и диэлектрические перчатки, встать на диэлектрический коврик;
-пассатижами или специальным съемником снять предохранители.
3.17. Применение некалиброванных плавких вставок не допускается.
Вставки должны строго соответствовать типу предохранителя, на котором указан номинальный ток вставки.
3.18. При ремонте электроосветительной аппаратуры, участок, на котором ведется работа, должен быть обесточен. При замене ламп накаливания, люминесцентных или ртутных низкого и высокого давления пользоваться защитными очками.
3.19. Работы в действующих электроустановках производятся по наряду-допуску или распоряжению энергетика.
3.20. При отсутствии энергетика электрик руководствуется в своей работе Перечнем работ, выполняемых самостоятельно при обслуживании и ремонте электрооборудования напряжением до 1000 вольт.
3.21. Отключение и включение электрооборудования производится по заявке согласно списку лиц, имеющих право давать заявки на отключение и подключение электрооборудования, с обязательной записью в оперативном журнале.
3.22. При работе с применением этилового спирта для чистки рабочих поверхностей следует помнить, что этиловый спирт — ЯД!
3.23. Хранить спирт необходимо в несгораемой посуде с плотно закрывающейся крышкой. Оставлять в открытой посуде после окончания работ или на ночь любое количество спирта запрещено, оставшийся спирт сдается на хранение руководителю работ.
3.24. При чистке рабочих поверхностей с применением бензина, следует надеть дополнительно резиновые перчатки и помнить, что бензин взрыво-пожароопасен и токсичен.
3.25. Работы проводятся на рабочем месте, оборудованном принудительной вытяжной вентиляцией и поддоном. Во время работы не допускать розлив бензина и его попадания
на кожу. При работе разрешается применять не более 0,5 литра бензина.
3.26. По окончании работы с бензином необходимо:
-оставшийся бензин слить в металлическую емкость с герметично закрывающейся пробкой и сдать на склад ГСМ;
-протереть насухо поддон и инструмент;
-вымыть руки и лицо теплой водой с мылом.
4. Требования безопасности в аварийных ситуациях.
4.1. При аварии или возникновении аварийной ситуации принять меры, предупреждающие и устраняющие опасность.
4.2. Электрик должен помнить, что при внезапном отключении напряжения, оно может быть подано вновь без предупреждения. При поражении электрическим током необходимо немедленно освободить пострадавшего от действия тока, соблюдая требования электробезопасности, оказать доврачебную помощь и вызвать работника медицинской службы.
4.3. При возникновении пожара необходимо сообщить руководителю (администрации), в пожарную охрану и приступить к тушению пожара средствами пожаротушения.
4.4. Во всех случаях при проведении аварийных работ следует выполнять все технические мероприятия, обеспечивающие безопасность работ.
5. Требования безопасности по окончании работы.
5.1. Отключить (отсоединить) электрооборудование, электроинструмент, грузоподъемные машины от сети.
5.2. Убрать инструменты, приспособления, средства защиты в отведенное для этого место.
5.3. Привести в порядок мастерскую, рабочее место. Инструмент и защитные средства убрать в шкаф для хранения. Снять предупредительные плакаты и ограждения с соответствующей записью в оперативном журнале. Мусор, обрывки проводов, бронешлангов и т.п. убрать в контейнеры для мусора.
5.4. Привести в порядок спецодежду, очистить от пыли и грязи, принять душ.
5.5. Обо всех замечаниях, дефектах, выявленных в течение рабочего дня, сообщить своему руководителю или руководителю предприятия.
Рассмотрим основные правила безопасной работы с электрическим током.
Действия электрического тока на организм человека весьма разнообразны. Среди них выделяют:
- тепловое (термическое) действие, проявляющееся в нагреве и ожогах участков тела;
- электролитическое действие, проявляющееся в разложении крови и других органических жидкостей на составляющие элементы (может сопровождаться выделением пузырьков газа и закупоркой сосудов);
- биологическое (физиологическое) действие, проявляющееся в раздражении и возбуждении живых тканей организма, что сопровождается непроизвольными судорожными сокращениями мышц, в том числе мышц легких и мышцы сердца.
В результате этих действий возможны два вида поражений электрическим током: электрические травмы и электрические удары.
Электрические травмы — это четко выраженные местные повреждения тканей. Среди травм различают электрические ожоги, электрические знаки (четко очерченные пятна серого или бледного цвета на поверхности тела), металлизация кожи (проникновение в верхние слои кожи мельчайших частичек металла под действием электрической дуги), электроофтальмия (воспаление наружных оболочек глаз, возникшее в результате сильного воздействия ультрафиолетовых лучей) и механические повреждения.
Электрический удар — это результат биологического действия тока, состоящий в возбуждении живых тканей организма при прохождении через них электрического тока, сопровождающийся непроизвольными судорожными сокращениями мышц. Различают четыре степени электрических ударов в зависимости от исхода воздействия на организм, начиная от легкого, без потери сознания (первая степень) до клинической смерти (четвертая степень). В состоянии клинической смерти у человека отсутствует дыхание и сердцебиение, зрачки глаз расширены и не реагируют на свет. Длительность клинической смерти составляет примерно 4-8 минут. По истечении этого времени наступает гибель клеток головного мозга, приводящая к необратимому прекращению биологических процессов в организме, распаду белковых структур — биологической смерти.
Причинами смерти от воздействия электрического тока могут быть прекращение работы сердца, прекращение дыхания и электрический шок. При этом следует помнить, что прекращение дыхания примерно через 2 минуты приводит к остановке сердца, и, наоборот, прекращение кровообращения также быстро приводит к прекращению дыхания. Наступает кислородное голодание организма и смерть.
Электрический шок — это тяжелая нервнорефлекторная реакция организма, сопровождающаяся глубокими расстройствами кровообращения, дыхания, обмена веществ. Длится он, как правило, от десятков минут до суток.
Степень поражения человека при воздействии на него электрического тока зависит от нескольких причин: величины тока, проходящего через жизненно важные органы, рода и частоты тока, времени его действия, пути прохождения тока в теле человека и индивидуальных свойств человека.
Одними из основных факторов воздействия являются величина тока и длительность его протекания. Рассмотрим действие различных величин переменного тока промышленной частоты (50 Гц) на организм человека.
- Безопасным считается ток, длительное прохождение которого через организм человека не причиняет ему вреда и не вызывает никаких ощущений. Его величина не превышает 50 мкА.
- Ток величиной от 0,5 до 1,5 мА называется пороговым ощутимым током. Он вызывает легкое покалывание, ощущение нагрева кожи.
- При токе 2-5 мА появляется боли в руке, дрожание кисти.
- Увеличение тока до 10-15 мА вызывает непереносимую боль и полное прекращение управления мышцами. Если человек просто прикоснулся к находящимся под напряжением участкам, он может освободиться от действия тока посредством отдергивания руки. Если же провод оказался зажатым в руке, то при этом значении тока человек не может по своей воле разжать пальцы от токоведущих частей и остается под напряжением. По этой причине ток величиной больше 10-15 мА называется неотпускающим.
Такое явление объясняется тем, что, если по мышцам, управляющим сгибанием и разгибанием пальцев руки, будет проходить ток одной и той же величины, то сгибательные мышцы, как более мощные, создают несколько большее усилие, поэтому пальцы сжимаются в кулак. При прохождении по руке тока промышленной частоты до 10-15 мА воздействие биологических импульсов по воле человека еще может создать в разгибательных мышцах большее усилие, чем в сгибательных, и пострадавший может освободиться от действия электрического тока. При большем токе воздействие биологических импульсов на управление мышцами полностью утрачивается и их сокращение определяется только действием внешнего тока.
Пороговый неотпускающий ток условно можно считать безопасным для человека в том смысле, что он не вызывает немедленного поражения. Но при длительном прохождении величина тока растет за счет уменьшения сопротивления тела, в результате чего могут возникнуть нарушения кровообращения и дыхания и наступить смерть.
- При токе величиной около 50 мА начинается судорожное сокращение мышц грудной клетки, сужение кровеносных сосудов и повышение артериального давления, что приводит к потере сознания и смерти.
- При прохождении тока более 100 мА по пути рука — рука или рука — ноги через 1-2 секунды может наступить фибрилляция сердца (хаотические, разрозненные сокращения отдельных волокон сердечной мышцы). В результате сердце перестает работать как насос, кровообращение нарушается. Фибрилляция продолжается и после прекращения действия тока, в результате наступает смерть.
- При токе более 5 А фибрилляция, как правило, не наступает, а происходит немедленная остановка сердца. Хотя известно много случаев, когда при кратковременном прохождении через человека тока величиной около 10 А не наступала смерть. Однако в этом случае происходит паралич дыхания. При больших токах, проходящих через тело человека, смерть может наступить и в результате разрушения внутренней структуры тканей организма и глубоких ожогов тела.
При напряжениях до 250-300 В постоянный ток примерно в 4-5 раз безопаснее переменного с частотой 50 Гц, при более высоких напряжениях постоянный ток опаснее.
Величина проходящего через организм тока определяется приложенным напряжением и сопротивлением тела человека. Сопротивление тела человека при сухой, чистой и неповрежденной коже колеблется в пределах от 3000 до 500 000 Ом. Если удалить роговой слой в тех местах, где измеряется сопротивление, то его значение падает до 500-700 Ом. Состояние кожи сильно влияет на величину сопротивления тела человека. Наличие царапин, грязи и влаги очень сильно (в десятки раз) снижает сопротивление. Наименьшим сопротивлением обладает кожа лица, шеи, рук на участке выше ладоней и др. С увеличением тока и времени его прохождения сопротивление падает, поскольку при этом усиливается местный нагрев кожи, что приводит к увеличению потоотделения.
Причинами несчастных случаев при воздействии электрического тока могут быть:
- случайное прикосновение к токоведущим частям, находящимся под напряжением;
- появление напряжения на металлических частях электрооборудования, которые нормально не находятся под напряжением (вследствие нарушения изоляции, падения на них провода, находящегося под напряжением);
- возникновение шагового напряжения на участке земли, где находится человек.
Основными мерами защиты от поражения электрическим током являются:
- обеспечение недоступности для случайного прикосновения токоведущих частей, находящихся под напряжением;
- обеспечение надежной изоляции электроустановок;
- применение защитного заземления, зануления, отключения и др.;
- применение специальных защитных средств.
Первая помощь человеку, пораженному электрическим током
Первую доврачебную помощь пораженному током должен уметь оказывать каждый работающий с электроустановками. Она состоит из двух этапов: освобождение пострадавшего от действия тока и оказание ему медицинской помощи.
Освобождение пострадавшего от действия тока необходимо в случае, если он сам не в состоянии этого сделать. Такое положение может возникнуть, если через пострадавшего проходит ток больше 10-15 мА и он не в состоянии разжать руку с зажатым проводом; при параличе или судорожном сокращении мышц; при потере сознания. Следует помнить, что ток, проходящий через человека, может быстро увеличиться до опасного значения, поэтому необходимо срочно освободить его от действия тока.
Такое освобождение можно осуществить несколькими способами. Наиболее простой — отключить электроустановку, которой касается человек, от источника питания. Если это сделать невозможно, то пострадавшего необходимо оттянуть от токоведущих частей или перерубить провода. При напряжениях до 1000 В допускается оттягивание пострадавшего, взявшись за его одежду и предварительно изолировав руки (диэлектрическими перчатками, шарфом, рукавицами и т.п.). Действовать необходимо одной рукой. Вместо этого можно изолировать себя от пола, встав на резиновый коврик, сухую доску или одежду. Перерубать провода при напряжениях до 1000 В можно топором с сухой деревянной ручкой или другим инструментом с изолированными ручками. Каждый провод следует перерубать отдельно, чтобы не вызвать короткого замыкания и как следствия электрической дуги между проводами.
В электроустановках напряжением выше 1000 В для обеспечения собственной безопасности оказывающий помощь должен надеть диэлектрические перчатки и освобождение пострадавшего от токоведущих частей производить изолирующей штангой или клещами с изолирующими ручками, рассчитанными на соответствующее напряжение.
Сразу же после освобождения пострадавшего от электрического тока ему оказывается первая доврачебная помощь. Для определения ее вида и объема необходимо выяснить состояние пострадавшего (проверить наличие дыхания, пульса, реакцию зрачков на свет). Если пострадавший находится в сознании, у него нормальное дыхание и сердцебиение, то его все же нельзя считать здоровым. Его следует удобно уложить в сухое место, расстегнуть одежду и обеспечить полный покой до прибытия врача. Дело в том, что отрицательное воздействие электрического тока на человека может сказаться не сразу, а спустя некоторое время — через несколько минут, часов и даже дней.
Если пострадавший находится без сознания, но с нормальным дыханием и пульсом, его следует удобно уложить, обеспечить приток свежего воздуха и начать приводить в сознание (подносить к носу вату, смоченную в нашатырном спирте, обрызгивать лицо холодной водой, растирать и согревать тело).
В случае отсутствия у пострадавшего дыхания или (и) пульса ему необходимо производить искусственное дыхание и непрямой массаж сердца. Никогда не следует отказываться от оказания помощи пострадавшему и считать его мертвым из-за отсутствия дыхания, сердцебиения и других признаков жизни. Известно много случаев оживления людей, пораженных током, после нескольких часов, в течение которых непрерывно выполнялись искусственное дыхание и массаж сердца. Однако попытки оживления эффективны лишь когда с момента остановки сердца прошло не более 5-6 минут.
Длительное отсутствие пульса при появлении дыхания и других признаков оживления организма указывает на наличие фибрилляции сердца. В этом случае необходимо произвести его дефибрилляцию. Достигается она путем кратковременного воздействия большого тока на сердце пострадавшего. В результате происходит одновременное сокращение всех волокон сердечной мышцы, которые до того сокращались в разное время. После этого могут восстановиться естественные сокращения сердца. Дефибрилляция производится с помощью специального прибора – дефибриллятора, основной частью которого является конденсатор емкостью 20 мкФ с рабочим напряжением 6 кВ. Ток разрядки конденсатора при длительности 10 мкс составляет 15-20 А. Электрическую дефибрилляцию сердца может производить только врач.
Технология ремонта токарно-винторезного станка 1к62
Аннотация к работе
В основных направлениях экономического развития России перед машиностроением поставлена важнейшая задача повышения производительности труда на основе широкого внедрения новой техники и прогрессивной технологии — станков с ЧПУ, роторных, роторно-конвейерных автоматических линий, автоматизированных и роботизированных комплексов, гибких производственных линий. В целях решения этой задачи необходимо совершенствовать ремонтное производство, обеспечивая надежную работу машин и оборудования во всех отраслях народного хозяйства. Крайне важно развивать фирменный ремонт и обслуживание силами изготовителей сложной и особо точной механики, обеспечить потребности в запасных частях к машинам и оборудованию. Определение границ экономической целесообразности ремонта, а на этой основе — оптимальных сроков службы оборудования и путей наиболее рациональной организации ремонтных работ приобретает все большее значение.Ремонтно-механический цех Сысертского завода “Уралэлектротяжмаш-Уралгидромаш” занимается восстановлением работоспособности, точности, надежности и других показателей оборудования, посредствам ремонта. Ремонтно-механический цех является структурным подразделением службы эксплуатации и подчиняется непосредственно главному механику. Функции ремонтно-механического цеха:-Выполнение графиков планово-предупредительного ремонта оборудования в установленные сроки. Снабжение ремонтно-механического цеха инструментом обеспечивает отдел снабжения и отдел подготовки производства.№ п/п Показатели режима работы Значение 2 Продолжительность смены в часах 8Таблица 2 Численность основных рабочих 1 Токарь 2 Слесарь-ремонтник 3 Резчик на пилах 4 Электрогазосварщик 5 Станочник ш.профиля 6 Слесарь по такелажу 7 Слесарь по сборке м/к 8 Распределитель работы 9 Фрезер.-сверловщик 10 Смазчик 2 15 1 1 1 1 3 1 1 1 1 1 1 1 1 1 1 3 1 10 3 1 2На Сысертском заводе “Уралэлектротяжмаш-Уралгидромаш” имеет место смешанная система организации ремонта. При данной системе служба главного механика, входящая составной частью в управление по основным фондам, отвечает за исправное состояние, обслуживание и ремонт технологического оборудования (станки, стенды, предназначенные для изготовления основной продукции предприятия) и за подъемно-транспортное оборудование (краны, монорельсы, погрузчики и т. д.). Бюро планово-предупредительного ремонта ведет учет оборудования, планирует совместно с подразделениями работы по техническому обслуживанию, текущему и капитальному ремонту, подготавливает отчеты для главного механика по работе оборудования и осуществляет инспектирование этого оборудования по техническому состоянию. Конструкторско-технологическое бюро занимается подготовкой конструкторской технологической документации по ремонту и обслуживанию оборудования. Это оборудование ремонтируется на месте силами бригад цеховых ремонтных баз, а отдельные узлы оборудования могут быть перевезены для ремонта в ремонтно-механический цех, что обусловлено отсутствием необходимого оборудования.1 По технологическому процессу сборочно-разборочных работ 1.1 На сборочно-разборочных работах не применяются приспособления и оборудование, повышающие производительность и качество труда; 1.2 Промывка деталей проводится в открытых ваннах с применением керосина. 2 По технологическому процессу восстановления 2.1 Сложные дорогостоящие детали, которые могут быть восстановлены, списываются в металолом, т.к. нет оборудования для наплавки Запроектировать, изготовить и внедрить станок для вибродуговой наплавки№ П.П Наименование параметра Единица изм. 1 Наибольший диаметр изделия, устанавливаемый над станиной Мм 400 2 Наибольший диаметр точения над нижней частью суппорта мм 220 3 Диаметр отверстия в шпинделе мм 47 7 Пределы продольных подач суппорта Мм/об 0,07-4,16Станок предназначен для выполнения чистовых и получистовых разнообразных токарных работ в мелкосерийном и индивидуальном производствах. Для нарезания точной резьбы можно включить ходовой винт, Числа оборотов шпинделя и подачи суппорта настраиваются переключением зубчатых колес коробки скоростей и коробки подач при помощи рукояток.Бабка передняя служит для изменения числи оборотов шпинделя путем переключения двух рукояток. Механизм бабки передней позволяет: — выбирать различные режимы резанья, диапазон которых лежит в приделах 12,5-2000 об/мин;Вращение фрикционному валу передается от электродвигателя главного привода через клиноременную передачу.В процессе эксплуатации станка в передней бабки могут возникнуть различные неисправности, часть которых можно устранить в процессе технического осмотра путем подналадки, а часть неисправностей только при капитальном ремонте. Так при наличии люфтов в подшипниках, износа рабочей поверхности зубьев шестерен и колес, износ шлицев, необходимо выводить станок в капитальный ремонт. При этом восстанавливаются начальные параметры деталей, заданных на чертежах, исходя из требований конструкции передней бабки.Подготовка производства к ремонту включает техническую, материальную и организационную подготовки.
Сдача ОТК
Сдача станка заказчику
Результатом оказанных услуг является
- Полностью функционирующая и комплектная единица оборудования, с восстановленными техническими характеристиками согласно паспортным данным завода изготовителя, принятая Заказчиком;
- Полный комплект необходимой документации;
Общее описание
Предназначен для обтачивания и растачивания в центрах или патроне цилиндров, крутых и пологих конусов, обработки торцов, нарезания метрической , модульной, дюймовой, и точной резьб (метрическая, дюймовая, модульная, питчевая и архимедова спираль с шагом 3/8″; 7/16″; 2; 5,5; 6; 6,5; 7; 8; 8,5; 10; 11; 12 и 14 мм.) Задняя бабка токарного станка позволяет осуществлять поперечное ее смещение, благодаря чему на станке может обработка пологих конусов. Возможно соединение задней бабки с нижней частью суппорта с помощью специального замка, что иногда требуется при сверлении задней балкой и использовании механического перемещения балки от суппорта.
Табл. 1 Технические характеристики
Капитальный ремонт и модернизация станков модели 1К62
Мы предлагаем следующий услуги:
- Ремонт и сервисное обслуживание токарного станка 1К62;
- Дефектация токарного станка 1К62;
- Пуско-наладочные работы токарного станка 1К62;
- Гарантийный ремонт токарного станка 1К62.
Перечень работ при среднем ремонте станка 1К62:
- частичная разборка станка
- промывка, протирка
- осмотр деталей разобранных сборочных единиц и очистка о грязи не разобранных
- замена непригодных или восстановление изношенных сборочных единиц и деталей
- проверка и зачистка не изношенных деталей, оставляемых в механизме станка, ремонт насосов и систем смазки, охлаждения и гидравлики
- контрольное шабрение или шлифование нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый
- ремонт или замена оградительных устройств, для защиты отработанных поверхностей станка от стружки и абразивной пыли
- сборка отремонтированных сборочных единиц
- проверка правильности взаимодействия всех механизмов станка
- окраска наружных нерабочих поверхностей станка
- обкатка станка на всех скоростях и подачах
- проверка параметров станка на точность
- время и сроки ремонта определяются согласно укрупненных норм времени
- отгрузка станка производится без комплектации оснастки и инструмента
Перечень работ при капитальном ремонте и модернизацию станка модели 1К62:
1. Разборка станка 2. Очистка и мойка станка 3. Шлифовка станины 4. Обработка каретки 5. Ремонт суппортной группы 6. Ремонт салазок 7. Замена клиньев и прижимных планок с их подгонкой 8. Ремонт коробки скоростей 9. Ремонт коробки подач 10. Ремонт фартука 11. Замена изношенных винтовых пар привода салазок ,суппорта, ходового вала и задней бабки 12. Восстановление геометрии задней бабки с установкой гильзы, подгонка по осям шпинделя 13. Ремонт гитары 14. Замена системы смазки 15. Ремонт системы СОЖ с заменой насоса 16. Замена электрооборудования и проводки 17. Сборка станка (с геометрическими нормами точности согласно паспортным данным 18. Регулировка на точность и обкатка под нагрузкой 19. Подготовка и окраска станка
Причины погрешностей точения на токарно-винторезном станке 1К62
На точность и чистоту обработки могут влиять следующие факторы:
- Неправильная установка станка на фундаменте по уровню;
- Наличие зазора между прижимными планками каретки и станиной; наличие зазора между направляющими и клиньями (необходимо подтянуть прижимные планки и клинья);
- Нежесткое пружинящее крепление резца;
- Деталь, закрепленная в патроне, имеет большой вылет (ее следует поддержать люнетом или поджать центром);
- Плохо закреплена планшайба для патрона, крепежные винты патрона недостаточно затянуты;
- Наличие грязи в конусном отверстии шпинделя;
- Неуравновешена масса патрона или обрабатываемой детали (необходимо уравновесить);
- Неправильно выбраны режимы резания (велика скорость резания или подача);
- Неправильно отрегулированы подшипники шпинделя. (о регулировке см. раздел «Регулирование станка», стр. 43).
Ремонт токарного станка 1К62
Станок 1К62 — универсальное токарное оборудование винторезного типа. На сегодняшний день эта модель снята с производства. Однако она продолжает применяться на множестве предприятий, которые рано или поздно столкнутся с неисправностями оборудования. Профессиональный ремонт станка 1К62 предлагает ООО «РемСтан».
Почему выгодно ремонтировать станок?
Главное преимущество для предприятия, выбирающего ремонт, а не приобретение более современной аналогичной модели, является финансовая экономия. Покупка обходится куда дороже, а ремонт может себе позволить даже небольшая фирма или мастерская. Кроме того, выбирая ремонт, можно получить такие выгоды:
- снижение расхода ресурсов компании благодаря повышению энергоэффективности оборудования;
- большая прибыль от реализации продукции за счет увеличения производительности и возможности выполнять заказы большего объема;
- экономия времени — ремонт выполняется предельно быстро (средний срок — 1 месяц);
- отсутствует необходимость обучать персонал работе с новым оборудованием, что повышает безопасность и снижает издержки.
Какие услуги мы оказываем?
ООО «РемСтан» предлагает комплексные ремонтные услуги. Мы осуществляем:
- сервисное обслуживание;
- диагностику с последующей дефектацией;
- непосредственно ремонтные работы в необходимом объеме;
- демонтаж и монтаж станка (в случае необходимости);
- пуско-наладочные работы;
- гарантийный ремонт и послегарантийное обслуживание.
Ремонт токарного оборудования — главное направление деятельности . Наши специалисты осуществляют малый, средний и капитальный ремонт станка модель 1К62.
В случае среднего ремонта оборудование частично разбирается, промывается, осматривается. Изношенные детали меняются, неизношенные — зачищаются. Наружные нерабочие поверхности окрашиваются.
При капремонте станок 1К62 разбирается полностью. Это осуществляется на территории производственной базе нашей компании. Оборудование очищается, моется. Станина шлифуется. Ремонтируются салазки, суппорты, коробки скоростей и передач, фартук, меняются изношенные детали — клинья, винтовые пары, задняя бабка и т.д. Выполняется сборка, регулировка, проводятся пуско-наладочные работы.
Заказать ремонт токарного станка 1К62 в ООО «РемСтан» — значит получить безукоризненно работающее оборудование, которое будет эффективно решать поставленные производственные задачи.
Смазка токарно-винторезного станка 1К62

Схема смазки токарно-винторезного станка 1к62

Долговечность механизмов станка во многом зависит от своевременной и доброкачественной смазки взаимодействующих деталей. Предварительно перед смазкой и пуском станок тщательно протирается.
При работе станка все детали механизма и подшипников передней бабки (рис. 4) смазываются от автоматически действующего плунжерного насоса 2.
Плунжерный насос, приводимый в действие эксцентриком, сидящим на фрикционном валу, подает масло из резервуара, расположенного на дне корпуса передней бабки, через пластинчатый фильтр к переднему шпиндельному подшипнику и на лоток, откуда оно растекается к необходимым механизмам узла.
После включения станка в смотровом глазке, расположенном на верхней крышке передней бабки, должна появиться тонкая струйка масла, указывающая на нормальную работу, насоса. Если струйка не появляется, необходимо снять верхнюю крышку передней бабки и при помощи упорного винта, ввернутого в приводной рычаг, отрегулировать нормальную работу насоса.
Ежедневно перед началом работы следует проверять уровень масла в резервуаре. Если при остановленном станке масло стоит ниже риски маслоуказателя, расположенного в левой части передней бабки, необходимо долить масло в резервуар. При включенном станке уровень, масла в резервуаре понижается, так как часть масла циркулирует в системе. Это не вызывает необходимости дополнительной заливки масла.
При замене масла вывертывается пробка «Слив масла», находящаяся в маслоуказателе.
Рекомендуется производить замену масла непосредственно после выключения станка, когда все частицы износа и пыль находятся во взвешенном состоянии и удаляются вместе с отработанным маслом.
Перед следующим заполнением корпуса маслом следует произвести тщательную промывку и чистку передней бабки, чтобы полностью удалить отстоявшуюся грязь. Недопустимо для чистки применять протирочные материалы с отделяющимися волокнами.
Свежее масло следует заливать только после тщательной просушки узла.
Смазка коробки подач осуществляется от плунжерного насоса 3, расположенного в верхней части корпуса. За исправностью работы насоса можно следить через смотровой глазок, расположенный на передней крышке коробки подач. Для контроля уровня масла имеется маслоуказатель, расположенный под смотровым глазком.
Заливка масла производятся в верхнюю часть резервуара коробки подач. Пробка для слива масла находится в нижней стенке корпуса.
Плунжерный насос 4 в фартуке смонтирован в нижней крышке и приводится в действие от эксцентрика вала червячной шестерни. Он обеспечивает смазкой все приводные части, подшипниковые опоры и направляющие суппорта и каретки.
Включение подачи масла на направляющие суппорта и каретки производится краном 10.
Рекомендуется в начале смены поставить кран в положение «0» (открыто) и два-три раза прогнать каретку по станине и нижнюю часть суппорта по каретке на быстром ходу. После этого кран следует вернуть в положение- «3» (закрыто).
Если во время работы станка кран остается в положении «0» (открыто), то все масло из резервуара фартука в течение смены будет выкачено.
Заливка масла производится через отверстие в левой стенке фартука, закрываемое пробкой.
В нижней крышке фартука расположены две пробки для слива масла. Винт поперечной и продольной подач суппорта и их опор, а также ось резцовой головки смазываются пресс-масленками 7, 11, 12, 13.
Смазка опор эксцентрикового вала пиноли и винта задней бабки осуществляется через пресс-масленки 5, 8, 9, 14; подшипники ходового винта и ходового вала смазываются через отверстие, закрываемое пробкой 6.
В период эксплуатации станка необходимо следить за работой масляных насосов и наличием масла в резервуарах. Характеристики масел и периодичность смазывания указаны в карте смазки.
Все про токарный станок 1к62, ремонт, оснастка, электрика и тд.
Все про токарный станок 1к62, ремонт, оснастка, электрика и тд.
Кто в курсе маточную гайку как регулировать? Вымысле, фартук снят, затолкать вал и настраивать зацепление? Так можно сделать?
у меня 1 а 62. но буду следить за темой, так как мой ремонт пока закончился оттиранием табличек и сборкой в кучу. остался правда один болт крепления передней бабки была снята и какая-то пластина подозрительно ровно обработанная и блестящая чтобы считать её случайно оказавшейся в ящике с железом от станка
но найти ей место никак не получается, позднее скину фото может кто подскажет что это. чья-то шутка или деталь от станка
Настроил рычаг быстрой подачи,
или как он правельно называется, отрегулировал зацеп шестерён вправо влево вперёд назад, снял вал шестерню, этот вал не выходил из зацепления с зубчатой рейкой, на своём месте только с помощью молотка его можно было продвинуть, снял этот вал он оказался погнут! Даже не вооруженным глазом видно погнутость, снял зубчатую рейку, надо попытаться востоновить, хочу наварить сломаные зубы и отдать токарю чтоб профрезеровал.
Привет Николай . Станок этот распостраненный , может рейку заказать в интернете.
Рожденный ползать,летать не сможет.
Привет Николай . Станок этот распостраненный , может рейку заказать в интернете.
Привет, Кто бы сылку дал на вал и зуб рейку!?
ищу пока не нашёл, сегодня разобрал точнее снял крышку коробки подачь, осмотр показал что все в порядке, за исключением Блока шестерён немного зуб один отколот, как это повлияет на работу стонка, подскажите! Ещё заметил что шестерни над которыми написано, при сборке шестерни выставить по меткам, дак вот они стоят не по меткам, как так то? Как работали на нем? И что мне делать? Ставить шестерни по меткам или оставить так как есть?!
Технические данные и характеристики токарно-винторезного станка 1К62
| Наименование параметра | ДИП-200 (1д62м) | 1А62 | 1К62 | 16К20 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 410 | 400 | 400 | 400 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 210 | 210 | 220 | 220 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750, 1000, 1500 | 750, 1000, 1500 | 710, 1000, 1400 | 710, 1000, 1400, 2000 |
| Наибольшая длина обточки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
| Высота оси центров над плоскими направляющими станины, мм | 202 | 215 | 215 | |
| Наибольшее расстояние от оси центров до до кромки резцедержателя, мм | 228 | 228 | 240 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 23 | 25 | 25 | 25 |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 | 25 х 25 | 25 х 25 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 500 | 200 | ||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 1500 | 460, 650, 900, 1300 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 38 | 36 | 38/ 47 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 37 | 34 | 36/ 45 | 50 |
| Число ступеней частот прямого вращения шпинделя | 18 | 21 | 24 | 24 |
| Частота вращения шпинделя в прямом направлении, об/мин | 11,5..600 | 11,5..1200 | 12,5..2000 | 12,5..1600 |
| Число ступеней частот обратного вращения шпинделя | 9 | 12 | 12 | 12 |
| Частота вращения шпинделя в обратном направлении, об/мин | 18..760 | 18..1520 | 19..2420 | 19..1900 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 5/ 6 | Морзе 6 |
| Конец шпинделя фланцевого | М90х6 | М90х6 | М90х6/ 6 | 6К по ГОСТ 12593-72 |
| Торможение шпинделя | есть | есть | есть | |
| Материал шпинделя | Ст.45 | Ст.45 | ||
| Суппорт. Подачи | ||||
| Наибольшее перемещение продольной каретки суппорта от руки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | |
| Наибольшее перемещение продольной каретки суппорта по валику и по винту, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
| Наибольшее перемещение поперечной каретки суппорта от руки, мм | 280 | 280 | 250 | 300 |
| Наибольшее перемещение поперечной каретки суппорта по валику и по винту, мм | 280 | 280 | 250 | |
| Продольное перемещение на одно деление лимба, мм | нет | 1 | 1 | 1 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение на один оборот лимба (шаг винта поперечного суппорта), мм | 5 | 5 | ||
| Число ступеней продольных подач | 35 | 35 | 49 | |
| Пределы рабочих подач продольных, мм/об | 0,082..1,59 | 0,082..1,59 | 0,07..4,16 | 0,05..2,8 |
| Число ступеней поперечных подач | 35 | 35 | 49 | |
| Пределы рабочих подач поперечных, мм/об | 0,027..0,522 | 0,027..0,522 | 0,035..2,08 | 0,025..1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | 3,4 | 3,8 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | 1,7 | 1,9 |
| Максимально допустимая скорость при работе по упорам, м/мин | 0,25 | |||
| Количество нарезаемых резьб метрических | 25 | 19 | 44 | |
| Пределы шагов метрических резьб, мм | 1..12 | 1..12 | 1..192 | 0,5..112 |
| Количество нарезаемых резьб дюймовых | 30 | 20 | 38 | |
| Пределы шагов дюймовых резьб, ниток/дюйм | 24..2 | 24..2 | 24..2 | 56..0,5 |
| Количество нарезаемых резьб модульных | 12 | 10 | 20 | |
| Пределы шагов модульных резьб, модуль | 0,25..3 | 0,5..3 | 0,5..48 | 0,5..112 |
| Количество нарезаемых резьб питчевых | 24 | 24 | 37 | |
| Пределы шагов нарезаемых резьб питчевых | 96..7 | 95..7 | 96..1 | 56..0,5 |
| Выключающие упоры продольные | есть | есть | есть | есть |
| Выключающие упоры поперечные | нет | нет | нет | |
| Предохранение от перегрузки | есть | есть | есть | есть |
| Блокировка одновременного включения продольного и поперечного движения суппорта | есть | есть | есть | есть |
| Резьбоуказатель | нет | |||
| Наружный диаметр ходового винта, мм | 40 | 40 | ||
| Шаг ходового винта, мм | 12 | 12 | ||
| Диаметр ходового вала, мм | 30 | 30 | ||
| Резцовые салазки | ||||
| Наибольшее перемещение резцовых салазок, мм | 100 | 113 | 140 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение резцовых салазок на один оборот лимба (шаг винта резцовых салазок), мм | 5 | 5 | ||
| Наибольший угол поворота резцовых салазок, град | ±45° | ±90° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° | 1° |
| Число резцов в резцовой головке | 4 | 4 | 4 | 4 |
| Задняя бабка | ||||
| Диаметр пиноли задней бабки, мм | 65 | 70 | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | нет | нет | 0,05 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 | ±15 | ±15 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 2 | 4 | 4 |
| Электродвигатель главного привода, кВт | 4,3 | 7 | 10 | 11 |
| Электродвигатель быстрых перемещений, кВт | нет | нет | 0,8 | 0,75 |
| Электродвигатель гидростанции, кВт | нет | нет | 1,1 | 1,1 |
| Электродвигатель насоса охлаждения, кВт | нет | 0,125 | 0,125 | 0,12 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) (РМЦ = 1000), мм | 2650 х 1315 х 1220 | 2650 х 1580 х 1210 | 2812 х 1166 х 1324 | 2795 х 1190 х 1500 |
| Масса станка (РМЦ = 1000), кг | 1750 | 2105 | 2140 | 3005 |
Оглавление
Коробка скоростей токарного станка относится к основным частям привода шпинделя. Она создана для осуществления передачи энергии движения электродвигателя остальным частям механизма. Также ее используют для изменения частоты вращения шпинделя, а соответственно и скорости работы. В зависимости от конструкции станка может быть два типа размещения этого узла. Коробку могут встраивать в корпус бабки шпинделя или же монтировать ее в отдельном корпусном блоке, который все равно должен быть связан со шпинделем.
Если коробка скоростей токарно-винторезного станка является встроенной, то это делает конструкцию существенно более простой, особенно это заметно в плане монтажа. Это сильно упрощает управление устройством. В то же время они создают условия для повышения температуры во время рабочего процесса, а также создают дополнительные вибрации. Таким образом, они находят применение только в моделях нормальной точности, так как для точных станков используется принцип действия с раздельной коробкой.

фото:коробка скоростей токарного станка
Изменение скорости может производиться бесступенчатым и ступенчатым способом также как и реверсирование. Для этого используется несколько способов, к примеру, таких как:
- Скользящие блоки, состоящие из 2-3 колес с прямыми зубьями, которые перемещаются по валу с направляющей шпонкой или шлицами. Используются в станках средних размеров.
- Фрикционные муфты с ручным или электромагнитным включением. Здесь допускается применение шевронных или косозубых колес, благодаря чему скорости можно переключать на ходу. Эта система используется в автоматических станках средних и мелких размеров.
- Кулачковые муфты, которые работают совместно с шевронными и косозубыми колесами. Они обладают малыми условиями включения и небольшими пределами перемещения. Данная система хорошо подходит для тяжелых станков.
- Сменные зубчатые колеса, которые обладают относительно небольшими осевыми габаритами. Такая система обеспечивает широкие пределы частоты вращения шпинделя. Ещё используются в операционных и специальных станках автоматического и полуавтоматического типа, которые заняты в серийном производстве.
- Механизмы бесступенчатого регулирования, или как их еще называют – вариаторы. Они обеспечивают плавную регулировку скорости при работе станка. Используются в средних и малых станках.
Устройство коробки скоростей
Коробки скоростей металлорежущих станков могут заметно отличаться друг от друга. На примере такого устройства как токарный станок 1М61 можно рассмотреть составляющие детали оборудования. Сюда входят такие вещи как:
- Реверсивный электродвигатель от https://eec.kz, что обеспечивает вращение шпинделя;
- Система зубчатых передач;
- Клиноременная передача, соединяющая двигатель и систему зубчатой передачи в коробке;
- Многодисковая электромагнитная муфта, которая обеспечивает торможение шпинделя;
- Рукоять для переключения скоростей.
Причины неисправностей
В зависимости от модели станка коробки скоростей могут иметь существенные различия вплоть до применения механизмов бесступенчатого управления скоростью (вариаторов). Столь же разнообразны и типы неисправностей, спровоцированных различными причинами, хотя к числу типичных следует отнести:
- отсутствие вращения шпинделя при включенном двигателе;
- проблемы с переключением скоростей;
- заклинивание валов в коробке при включении скоростей;
- самопроизвольное выключение передач;
- перегрев коробки и пр.
Причинами этих неисправностей могут быть износ и поломка различных деталей, срезание шпонок и штифтов, износ шпоночных пазов, деформации валов, износ дисков фрикционной муфты и многое другое. Разнообразие причин, добавляет например, заклинивание валов в коробке скоростей, вызванное одновременным включением двух скоростей сразу. Чрезмерный нагрев коробки скоростей возникает при перетяжке подшипников муфты, проблемах в системе смазки. Зачастую неисправности кроются в неверных или ослабленных регулировках. К другим проблемам с коробкой скоростей передней бабки, ремонт которой может заключаться как в элементарной настройке, так и в замене вышедших из строя деталей относятся проблемы с работой механизма подачи. Как правило, они бывают вызваны поломкой муфты ускорения хода, или неисправностями механизма блокирования. Обычно неисправности коробки скоростей токарных станков возникают по причине отсутствия должного ухода за оборудованием. Последнее необходимо производить в ходе регулярного технического обслуживания станка. В частности замена масла должна производиться согласно смазочной карте, кроме того регулярной замене подлежат масляные фильтры. Возникающие в процессе интенсивной эксплуатации станка люфты в коробке скоростей негативным образом отражаются на точности работы станка. Одновременно они могут оказаться причиной поломки оборудования. Поэтому обнаружение появившихся люфтов должно послужить причиной для проведения необходимых настроек либо замены изношенных деталей.
Привод подачи токарного станка, на примере 1К62

Привод подачи токарного станка предназначен для обеспечения относительных перемещений заготовки и инструмента в режиме токарной обработки детали либо в режиме установочных перемещений. Назначение цепи подач токарно-винторезного станка — обеспечить автоматическое перемещение резца, закрепленного на суппорте, относительно вращающейся заготовки при токарной обработке и нарезании резьб. Источником движения (исходным звеном) цепи подач является шпиндель, поэтому скорость подачи в токарно-винторезных станках измеряется и указывается в миллиметрах на один оборот шпинделя (мм/об). Механизм привода подачи токарного станка должен допускать: включение и выключение подачи без остановки вращения шпинделя; реверсирование подачи при неизменном направлении вращения шпинделя; реверсирование подачи одновре менно с реверсированием шпинделя; регулирование величины подачи; перемещение резца относительно заготовки вручную.
В токарном станке 1К62 (см. Привод главного движения станка токарного типа, рис. 1) цепь подач (вал VII) получает движение либо непосредственно от шпинделя (блок Б6, сдвинут влево), либо через перебор цепи главного движения (блок Б6 сдвинут вправо и его колесо z = 45 сцеплено с шестерней z = 45 на валу III). В последнем случае вал III в зависимости от положений блоков Б4 и Б5 перебора может вращаться с числом оборотов, в 2, 8 или 32 раза большим числа оборотов шпинделя. Зубчатый перебор (блоки) Б4 и Б5, привода главного движения и блок Б6 используются в этом случае в цепи подач как звено увеличения шага нарезаемых резьб или величин подач.
Тройной скользящий блок Б7, на валу VIII представляет собой трензель, который образует две прямые и одну обратную передачи. Управление им осуществляется рукояткой 3 (см. Токарный станок по металлу: назначение, компоновка, параметры, рис. 2).
При переключении блоков Б3, Б4, Б5, Б6 и Б вал VІІІ может вращаться с числом оборотов, равным числу оборотов шпинделя, превышать ero в 2, 4, 8, 16 и 32 раза, быть меньше в 1,51, 2 или 3,02 раза.
Коробке привода подач токарного станка движение передается через сменные шестерни С1 и С2, (см. Привод главного движения станка токарного типа, рис. 1) гитары настройки. В общем случае гитара (рис. 1) состоит из четырех сменных колес А, Б, В, Г и рычага 2, имеющего два паза — радиальный 4 и круговой 1.
Паз 1 дает возможность поворачивать рычаг 2 вокруг оси 5 вала и жестко закреплять его гайкой 3. В радиальном пазу можно перемещать палец 6 гитары, на котором свободно вращается блок сменных шестерен Б и В. Палец 6 также закрепляется гайкой. Поворот рычага и радиальное перемещение пальца гитары дают возможность сцепить попарно четыре сменных колеса с различными числами зубьев. В токарном станке 1К62 для получения продольной подачи и для нарезания метрической и дюймовой резьб ставят С1 = 42 и C2 = 50, а при нарезании модульной и питчевой резьб С1 = 64 и С2 = 97. В обоих случаях на палец гитары устанавливают одну паразитную шестерню z = 95.
В коробке подач токарного станка имеется ряд зубчатых муфт, скользящих блоков и шестерен, а также конус Нортона — устройство, состоящее из ступенчатого конуса зубчатых колес, закрепленных на валу X, с которыми может сцепляться скользящий вдоль вала XI блок (ка ретка) шестерен Б9. При нарезании резьб коробка подач передает вращение ходовому винту XV; при токарной обработке и нарезании торцовых (плоских) резьб вращается ходовой валик XVI. Использование ходового валика для осуществления подачи при токарной обработке позволяет дольше сохранить точность ходового винта, необходимую при нарезании резьб.

Перестановка скользящего блока Б9, по конусу Нортона дает последовательный ряд величин подач или шагов резьб, а за счет переключений блоков Б11 и Б12, можно увеличить их в 2, 4 и 8 раз. Управление блоками Б9, Б11 и Б12 производится одной рукояткой 10 (см. Токарный станок по металлу: назначение, компоновка, параметры, рис. 2). Включение цепи подач токарного станка на нарезание резьб различных видов — метрической, дюймовой, модульной или питчевой — и на подачу по ходовому валику производится переключением муфт М2, М3, M4, M5, и блоков Б8 и Б10 с помощью одной рукоятки 11.
Рис. 1. Гитара сменных колес токарного станка
Суппорт токарного станка как звено подач
Суппорт токарного станка (рис. 2) является конечным звеном цепи подач. Он служит для закрепления резца и сообщения ему движения подачи токарного станка относительно вращающейся заготовки. Суппорт состоит из четырех основных частей:
- каретки (нижних салазок) 1, которая перемещается по направляющим станины вдоль оси заготовки;
- поперечных салазок 2, скользящих по направляющим каретки 1 в поперечном, к оси заготовки, направлении;
- поворотной части 4 с направляющими, по которым перемещается резцовая каретка ( верхняя каретка) 3.
Каретку и поперечные салазки можно перемещать как автоматически, так и вручную. Поворотную часть суппорта 4 можно устанавливать под углом к линии центров станка и закреплять с помощью болтов, головки которых входят в круговые пазы на поперечных салазках; эта возможность используется главным образом при обтачивании конусов.
Регулирование токарно-винторезного станка 1К62
Регулирование натяжения ремней главного привода
Если с течением времени наблюдается уменьшение крутящего момента шпинделя, то поскольку в станке имеется клиноременная передача от главного двигателя к фрикционному валу, следует проверить натяжение ремней. Если ремни (недостаточно натянуты, их следует подтянуть. Для этого требуется снять нижний кожух, закрывающий моторную установку, и отпустить гайку, крепящую клиновой палец зажима вертикальной оси плиты, и гайку, крепящую подмоторную плиту. Посредством поворота круглой гайки против часовой стрелки следует опустить подмоторную плиту до требуемого натяжения ремней. Гайки надо после регулировки затянуть.
Регулирование фрикционной многодисковой муфты

Фрикционная реверсивная муфта токарно-винторезного станка 1к62

Когда натяжение ремня достаточное, то, чтобы увеличить крутящий момент шпинделя, следует отрегулировать фрикционную муфту главного привода.
Для этого необходимо выключить электродвигатель главного движения и снять верхнюю крышку передней бабки и маслораспределительный лоток.
Поворотом круглой гайки 2 (рис. 12) можно отрегулировать муфту прямого вращения шпинделя, а поворотом гайки 3 — муфту обратного вращения. Для регулирования муфты прямого вращения (рукоятка 21 (см. рис. 5) включается вниз, а для регулирования муфты обратного вращения — вверх. При этом рукоятка (см. рис. 5) должна быть отклонена влево (включен перебор 16 : 1). Поворот гаек может быть осуществлен лишь после того, как защелка 4 (см. рис. 12) будет утоплена в кольцо 5.
В большинстве случаев достаточно сделать 1/12 оборота (на один из двенадцати пазов, расположенных по периферии гайки). Следует следить за тем, чтобы защелка обратно заскочила в паз гайки, в противном случае ‘может произойти самопроизвольное отвинчивание последней.
Если после регулировки включение рукоятки 21 (см. рис. 5) производится с трудом, значит муфта слишком сильно затянута и следует несколько ослабить гайки.
Регулирование ленточного тормоза

Ленточный тормоз токарно-винторезного станка 1к62
Если при выключении фрикционной муфты не происходит достаточно быстрого торможения шпинделя, то надо отрегулировать тормоз путем натяжения тормозной ленты 1 (рис. 13) гайками 2.
Время торможения шпинделя зависит от величины натяжения ленты. При 2000 об/мин время торможения шпинделя без изделия и патрона не должно превышать 1,5 сек.
При заторможенном положении шпинделя рычаг 3 должен расположиться симметрично выступу валика-рейки 4, фиксация положения которого обеспечивается шариком 5 с регулирующей пружиной 6.
Регулирование подшипниковых опор шпинделя

Опоры переднего и заднего концов шпинделя токарного станка 1к62

Подшипниковые опоры шпинделя (передний — роликовый двухрядный и задние — радиально-упорные подшипники) отрегулированы на заводе и не требуют никакой регулировки.
При ремонте регулировка подшипников производится следующим образом. Передний подшипник шпинделя регулируется гайкой 8 (рис. 18), расположенной внутри корпуса передней бабки, в следующем порядке: освобождают винт 9 и поворачивают гайку в необходимую сторону. Поворотом этой гайки осуществляется осевое (перемещение внутреннего кольца подшипника 10 на конусной шейке шпинделя
При повороте гайки вправо происходит натяжение внутреннего кольца подшипника на конусную шейку шпинделя. При этом кольцо деформируется, его наружный диаметр увеличивается, обеспечивая плотное прилегание всех роликов к поверхностям внутреннего и наружного колец подшипника, что уменьшает радиальный зазор в подшипнике. После регулировки вновь затягивают винт 9.
Регулирование осевого зазора радиальноупорных подшипников задней опоры шпинделя производится вне корпуса бабки гайкой 11 через тепловой компенсатор 12. Натяг осуществляется поворотом гайки вправо на угол 18..20° до того, как в стыках между подшипниками и проставками будут выбраны зазоры. Наружные кольца устанавливаются вплотную до упора гайкой 13.
Задняя бабка токарного станка. Устройство и ремонт задней бабки
Устройство задней бабки токарно-винторезного станка
Общий вид и компоновка задней бабки токарно-винторезного станка показаны на рис. 33.
Задняя бабка служит для поддержания обрабатываемой заготовки при обработке в центрах и представляет собой вторую опору.
При сверлении задняя бабка специальным прихватом соединяется с кареткой суппорта и получает от него механическую подачу. Сверло вставляется в пиноль вместо центра.

Задняя бабка должна удовлетворять следующим условиям:
- ни при каких условиях произвольно не сдвигаться
- давать правильное положение оси центра
- давать возможность быстрой установки по оси станка
- предоставлять возможность точной установки обрабатываемой детали на обоих центровых отверстиях станка
- обеспечивать надежное направление шпинделя (пиноли) задней бабки и зажим его без нарушения положения оси
Устойчивость и надежное положение оси задней бабки являются необходимыми условиями для получения удовлетворительных результатов при обработке в центрах и устранения возможности аварий из-за вырывания обрабатываемой детали из центров. Это зависит от закрепления корпуса задней бабки на станине.
Конструкции задних бабок очень разнообразны, но основные принципиальные схемы их имеют много общего. Поэтому, зная принципиальное устройство задней бабки какого-либо универсального токарного станка средних размеров, можно без труда разобраться в конструкции бабок других токарных станков.
Рассмотрим конструкцию задней бабки токарного станка. Корпус задней бабки этого станка, как и большинства станков других типов, состоит из двух деталей: собственно корпуса 1 и основания (плота, мостика) задней бабки 2.
Плот (мостик) пришабривается по направляющим станины, а на верхнюю поверхность его устанавливается корпус.
Плоскости соприкосновения корпуса с плотом пришабриваются так, чтобы ось задней бабки по высоте совпадала с осью шпинделя станка и была ей параллельна. Параллельность осей достигается за счет пришабривания вертикальной грани направляющего буртика
а плота. Боковое совпадение осей достигается перемещением корпуса по плоту при помощи винта с квадратной головкой и гайки. Корпус крепится к плоту и одновременно к станине при помощи двух болтов 4 и накладки 3.
Достижение совпадения осей шпинделей передней и задней бабок посредством шабровки опорных плоскостей корпуса бабки требует значительной затраты времени. Поэтому, как правило, при капитальном ремонте совпадение осей передней и задней бабки достигается за счет расточки отверстия под шпиндель задней бабки. При этом возникает необходимость замены шпинделя задней бабки, который окончательно протачивается по наружному диаметру лишь после расточки корпуса задней бабки.
Шпиндель (пиноль) задней бабки 7 представляет собой пустотелый цилиндр, передний край которого выполнен в виде конуса Морзе в который вставляется центр 6 или сверло, а в задний — гайка 9. При помощи этой гайки и винта 8 с маховиком 10 шпиндель может передвигаться вдоль оси. Шпонка 5 предохраняет шпиндель от поворота. Шпиндель зажимается рукояткой, которая имеет на конце правую и левую нарезки для зажимных сухарей. При убирании шпинделя полностью в заднюю бабку винт 8 своим торцом упирается в торец центра 6 и выталкивает его из корпуса шпинделя. Таким образом, в этой конструкции выбивание центра из конуса очень удобно.
У тяжелых станков шпиндель не имеет гайки, нарезка сделана непосредственно на шпинделе, а втулка маховика является гайкой. Из такого шпинделя выбить центр с торца невозможно. Поэтому обыкновенные центры для таких шпинделей не годятся; центры должны быть с нарезкой. На нарезку навертывается гайка, при помощи которой можно выпрессовывать центр, или на центрах делаются лыски, которые дают возможность ключом повернуть центр и тем самым освободить его из гнезда. Пользование простыми центрами у этих станков должно быть запрещено, так как они запрессовываются и выбить их можно только ударами кувалды или разогревом шпинделя паяльными лампами. Это приводит к порче конуса шпинделя.
При обработке пологих конусов необходимо смещать центр задней бабки в поперечном направлении. Для этой цели корпус задней бабки и основание связаны друг с другом поперечной шпонкой. Поперечное смещение корпуса бабки относительно основания производится винтами и гайкой.
Задняя бабка токарного станка 1к62. Сборочный чертеж

Задняя бабка токарного станка. Сборочный чертеж. Смотреть в увеличенном масштабе
Задняя бабка токарного станка 16к20. Сборочный чертеж

Задняя бабка токарного станка. Сборочный чертеж. Смотреть в увеличенном масштабе

Ремонт и восстановление задней бабки токарного станка
При ремонте задней бабки восстанавливают точность сопряжения поверхностей мостика со станиной и корпусом, точность отверстия корпуса и высоту центров передней и задней бабок, ремонтируют или изготовляют вновь пиноль, винт подачи и другие детали.
Наиболее трудоемкими являются операции по восстановлению точности отверстия в корпусе под пиноль и восстановлению высоты центров.
Отверстие под пиноль в корпусе ремонтируют притирами, растачиванием с последующей доводкой и с помощью акрилопластов.
Притирами обычно ремонтируют малоизношенные отверстия. При этом высоту центров восстанавливают постановкой на направляющие компенсационных накладок и изготовляют новую пиноль.
При ремонте растачиванием одновременно восстанавливают высоту центров. После расточки отверстие обычно доводят притирами, а пиноль изготовляют большего диаметра.
Акрилопластами восстанавливают как точность посадки пиноли, так и высоту центров. При этом пиноль не изготовляют, а ремонтируют.
Этот способ ремонта наиболее эффективный, так как он требует затрат времени и средств в 3—5 раз меньших, чем в первых двух способах.
Рассматриваемые ниже два варианта ремонта задней бабки наглядно подтверждают выгодность ремонта с применением акрилопластов, в частности стиракрила марки ТШ.

Ремонт корпуса и мостика задней бабки без применения акрилопласта
Последовательность ремонта следующая:
- Шабрят поверхность 9 корпуса (рис. 60). Количество отпечатков краски должно быть не менее 10 на площади 25 X 25 мм
- Фрезеруют поверхность 10 мостика 8 и устанавливают накладку на клею или на винтах. При плотном сопряжении выступа мостика с пазом корпуса эту операцию не производят
- Шабрят сопрягаемые с корпусом поверхности мостика (по корпусу). Количество пятен при проверке на краску — не менее 10 на площади 25 X 25 мм. Выступ мостика должен плотно входить в паз корпуса (без люфта)
- Шабрят поверхности мостика по направляющим станины. Количество отпечатков краски — 10—15 на площади 25 X 25 мм. Одновременно при шабрении добиваются горизонтальности поверхности, сопрягаемой с корпусом, с точностью 0,05 мм на 1000 мм длины. Проверку ведут по уровню, устанавливаемому на поверхности 9 вдоль и поперек направляющих станины. Станину устанавливают и выверяют по уровню, при этом плоскость для крепления коробки подач должна располагаться строго вертикально.
- Скрепляют мостик с корпусом
- Закрепляют бортштангу в шпинделе передней бабки станка. Ось бортштанги в месте крепления резца должна быть выше нормального положения оси шпинделя на 0,05 мм, для чего: измерительный стержень индикатора, закрепленный на суппорте станка, подводят к верхней образующей бортштанги (у места крепления резца) и фиксируют это положение; ослабляют передние болты крепления передней бабки (ось шпинделя уже выверена параллельно направляющим станины), с помощью рычага несколько приподнимают переднюю часть, под передние концы направляющих подкладывают фольгу толщиной 0,02—0,05 мм и закрепляют бабку на станине; подводят индикатор к верхней образующей бортштанги и замечают новое ее положение, при котором ось бортштанги должна быть расположена выше оси шпинделя на 0,05 мм.
- Устанавливают заднюю бабку впереди каретки суппорта и накладывают груз для жесткости
- Растачивают отверстие для пиноли в корпусе задней бабки (за 2—3 прохода), скорость вращения шпинделя 250 об/мин; подача 0,1 мм/мин. При этом чистота поверхности должна быть не ниже V5, конусность — не более 0,02 мм, овальность — не более 0,01 мм.
- Шлифуют отверстие в корпусе с помощью разжимной оправки, закрепленной в шпинделе, и наждачной бумаги. Скорость вращения шпинделя 500—800 об/мин, подача 10—15 м/мин. Чистота поверхности V7, конусность — не более 0,02 мм, овальность — не более 0,01 мм
- Производят доводку отверстия в корпусе с помощью чугунного притира. Скорость вращения шпинделя 200—300 об/мин, подача — 5—8 м/мин. При этом достигается чистота поверхности V 8, конусность должна быть не более 0,01 мм, овальность — не более 0,005 мм.
- Удаляют фольгу из-под направляющих передней бабки и закрепляют переднюю бабку на станине. Собирают заднюю бабку с вновь изготовленной и пригнанной по месту пинолью. Движение пиноли должно быть плавным, без люфтов. Зажим должен обеспечить надежное крепление пиноли.
- Проверяют положение пиноли по отношению к направляющим станины и совпадение центров передней и задней бабок, согласно техническим условиям по ГОСТу 42—56.
Рассмотренный технологический процесс задней бабки широко применяется на многих заводах, несмотря на значительную его трудоемкость.
Восстановление задней бабки акрилопластом
Восстановление задней бабки акрилопластом весьма прост и эффективен, так как отпадают операции по точной расточке и доводке отверстия корпуса и создается возможность сохранения старой пиноли. Ремонт мостика производят так же, как при ремонте без акрилопласта.
Технологический процесс восстановления отверстия корпуса задней бабки включает следующие операции:
- Отверстие под пиноль в корпусе 4 задней бабки (рис. 60) растачивают на расточном или токарном станке, при этом снимают слой металла, равный 2—3 мм. Чистота обработки должна соответствовать V 1, конусность и овальность допускаются не более 0,5 мм.
- В шпинделе 2 передней бабки 1 станка, ось которого выверена на параллельность направляющим станины, устанавливают пустотелую оправку с пробкой 7. Наружный диаметр цилиндрической части оправки соответствует наружному диаметру отремонтированной пиноли и имеет размер на 0,01 мм больший, чем пиноль. Оправку устанавливают эксцентрично по отношению к оси шпинделя на 0,07—0,08 мм. Для этого в конусное отверстие шпинделя до установки оправки закладывают прокладку формы усеченного конуса толщиной 0,07—0,08 мм. Материалом для прокладки служит бумага или фольга. Форма прокладки (усеченный конус) обеспечивает равномерное биение на обоих концах оправки.
- Вращением шпинделя 2 проверяют биение оправки, которое должно быть не более 0,15—0,18 мм, и устанавливают шпиндель так, чтобы образующая оправки с наибольшим плюсовым отклонением располагалась над осью шпинделя. Такое расположение оправки обеспечивает установление разности высоты центров передней и задней бабки (0,05—0,07 мм) в соответствии с требованиями технических условий.
- В корпусе задней бабки 4 над отверстием для пиноли сверлят три отверстия диаметром 6—8 мм; отверстия располагают по середине и по краям корпуса
- Обезжиривают расточенное отверстие корпуса и просушивают в течение 15—20 мин до полного испарения растворителя
- На оправку наносят тонкий равномерный слой мыла, устанавливают корпус задней бабки и закрепляют его болтами на станине
- Отверстие под пиноль (пространство между оправкой и корпусом бабки) герметизируют кольцами и пластилином 6; так же герметизируют отверстия устройств крепления пиноли, а над тремя просверленными отверстиями устанавливают из пластилина три воронки 3 и 5.
- Приготовляют раствор акрилопласта и заливают в среднюю воронку. Заливку завершают, когда масса стиракрила частично заполнит крайние воронки
- Залитую заднюю бабку выдерживают на месте не менее 2 ч при температуре 18—20° С
- Сдвигают заднюю бабку, защищают корпус от пластилина и приливов пластика, делают смазочные канавки, сверлят отверстия, долбят шпоночный паз и производят сборку задней бабки

Ремонт пиноли задней бабки
Этот процесс включает операции по шлифованию наружного диаметра и восстановлению конусного отверстия путем установки компенсационной втулки.
Компенсационная втулка (рис. 61, а) имеет цилиндрическую форму снаружи и конус внутри. Втулку часто изготовляют из цементируемой стали, при этом конус закаливают до HRC 58—60. Толщина стенки втулки около наибольшего диаметра конуса принимается от 2 мм и более (в зависимости от диаметра пиноли).
Наружный диаметр втулки изготовляют по расточенному отверстию пиноли с зазором 0,05 мм, чистота обработанной поверхности V5—V6.
Втулку на клее устанавливают в пиноль и после затвердения (через 24 ч) шлифуют конусное отверстие.
Для примера приведем технологию восстановления пиноли задней бабки токарно-винторезного станка модели 1Е61, которая состоит из двух этапов:
- изготовление компенсационной втулки (рис. 61, а)
- ремонт пиноли (рис. 61, б)
- Вытачивают втулку с технологическими припусками, конус Морзе № 3, под шлифовку натяг 7—8 мм, не считая припуска 5 мм. Цементируют на глубину 0,8—1,2 мм. Снимают технологические припуски, оставив по 1 мм на сторону. Калят, HRC 58—62. Протачивают наружный диаметр и торцы по чертежу (выверяют на оправке от конуса).
- Растачивают отверстие в пиноли Ø30А на длине 90 мм (выверяют на биение с точностью 0,05 мм, чистота обработки V 5). Устанавливают втулку на эпоксидном клее и выдерживают 24 ч при температуре 18—20° С. Вставляют пробки с двух сторон, зацентровывают с точностью до 0,02 мм, протачивают пиноль по верху в размер и подрезают передний торец, снимают фаски. Шлифуют наружный диаметр в размер. Фрезеруют смазочную канавку по эскизу. Гравируют цифры по эскизу. Снимают пробки. Затем выверяют пиноль с точностью 0,01 мм, шлифуют конус Морзе № 3 по пробке и передний торец как чисто.
У отремонтированной по такой технологии пиноли повышена износостойкость конусного отверстия, а стоимость ремонта значительно ниже стоимости изготовления новой пиноли.
Ремонт мостика задней бабки токарно-винторезного станка 1к62
Расточка задней бабки токарно-винторезного станка
Притирка задней бабки токарно-винторезного станка
Юстировка задней бабки токарного станка
Литература
- Борисов Г. С. и Сахаров В. Л. Краткий справочник цехового механика. М., изд-во «Машиностроение», 1966.
- Гельберг Б. Т. Заводский опыт модернизации станков. Лениздат,1960.
- Гельберг Б. Т. и Пекелис Г. Д. Вопросы технологии и организации ремонта оборудования. М., Профтехиздат, 1960.
- Гельберг Б. Т. и Пекелис Г. Д. Ремонт промышленного оборудования. М., изд-во «Высшая школа», 1967.
- Единая система планово-предупредительного ремонта и рациональная эксплуатация технологического оборудования машиностроительных предприятий. М., изд-во «Машиностроение», 1967.
- Клягин В. Н. Технические условия на ремонт металлорежущих станков нормальной точности. М., изд-во «Машиностроение», 1967.
- Пекелис Г. Д. и Минкин А. С. Ремонт металлорежущих станков.Лениздат, 1962.
- Пекелис Г. Д. и Гельберг Б. Т. Восстановление и упрочнениедеталей технологического оборудования. М., изд-во «Машиностроение», 1964.
- Пекелис Г. Д. и Гельберг Б. Т. Механизация слесарно-ремонтных работ. М.—Л., изд-во «Машиностроение», 1967.
- Пекелис Г. Д. и Гельберг Б. Т. Ремонт металлорежущих станков и кузнечно-прессового оборудования по типовым технологическим процессам. М., изд-во «Машиностроение», 1967.
- Пекелис Г. Д., Гельберг Б. Т. и Гордин Ю. Н. Централизация и специализация ремонта оборудования в производственном объединении,ЛДНТП, 1967.
- Проников А. С. Расчет и конструирование металлорежущих станков. М., изд-во «Высшая школа», 1967.
- Шейнгольд Е. М., Нечаев Л. Н. Технология ремонта и монтажа промышленного оборудования. М.—Л., изд-во «Машиностроение», 1966.
- Щебров В. М. Ремонт машин и механизмов. М., изд-во «Высшая школа», 1964.
- Якобсон М. О. Технология станкостроения. М., изд-во «Машиностроение», 1968.
Полезные ссылки по теме
Каталог справочник металлорежущих станков
Паспорта и руководства металлорежущих станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
stanki-katalog.ru

Рекомендуемые сообщения
-
#1
Здравствуйте. Недавно купил 1К62. Сразу проявилась проблема с коробкой скоростей. Хочу сразу сказать что некоторые детали и узлы станка могу называть не много неправильно… При положении ручки скоростей в правом крайнем положении (200-630об) все нормально работает. Стоит перевести ручку влево, начинается жуткое дребезжание, вибрация и гул. Причем когда купил, дребезжал только на самых маленьких оборотах, теперь болезнь прогрессирует. Грешили на фрикционы. Отпускали, подтягивали. Не помогло. Потом думали на тормоз, что не отрегулирован(не согласован, если можно так выразиться с фрикционами), т.е фрикционы уже начинают крутиться, а тормоз еще держит. Так же подтягивали и отпускали. Не помогло. Это все предполагал знакомый который в отличии от меня имел дела с токарными станками. У меня же подозрение на шестерню. Вроде бы называется шестерня 4ой оси(когда крышку коробки скоростей снимаешь, она на верхнем валу справа надета). Потому что весь грохот и вибрация исходит от нее, если конечно просто по валам вибрация не передается на нее от другой шестерни или вала. Подскажите куда капать или может у кого уже была такая проблема??? Я видео снял как все грохочет, выложил на своем канале канале в ютюбе но не знаю как сюда или видео загрузить или как ссылку на него добавить.
Изменено 02.11.2017 11:23 пользователем Дмитро1986
Поделиться сообщением
Ссылка на сообщение
-
#2
Во-первых. Перед тем как что-то написать лучше бы вы почитали правила форума. «Новичек» и «Срочно» в названии вашей темы явно лишние. Если не ошибаюсь за «СРОЧНО» вам грозит бан.
Пока не напишете 10 полезных сообщений у вас ограниченные возможности по форуму(все есть в правилах), так что попробуйте приложить фото.
По проблеме- возможно накрылся какой-то подшипник.
ЗЫ. А куда девались все переходы на правила форума? Хотел дать человеку ссылку, да и обновить в памяти- не нашел….
Для ТС- в любом случае при регистрации вы их подписывали, а значит должны были и почитать…
Поделиться сообщением
Ссылка на сообщение
-
#3
bAster.89, в правилах слово СРОЧНО не запрещено.
так что попробуйте приложить фото.
Фото чего? Шестерни? Прилагаю картинку. «Проблемная шестерня» обведена. В этом положении шестерни гула нет, работает нормально. Только стоит ее перевести ее в зацепление с другой шестерней, начинается гул и вибрация.

Поделиться сообщением
Ссылка на сообщение
-
#4
Дмитро1986, так копируйте ссылку, да вставляйте.
Я бы тоже глянул, у меня тоже шумит подозрительно в коробке скоростей.
Поделиться сообщением
Ссылка на сообщение
-
#5
Поделиться сообщением
Ссылка на сообщение
-
#6
Я бы смотрел в направлении левого подшипника вала той шестерни для начала. Особенно учитывая что «болезнь прогрессирует».
Попробуйте все покрутить медленно ручками(двигатель отсоеденить, или вместе с двигателем если сил хватит). Вернее пусть кто-то крутит, а вы внимательно смотрите и слушайте. Может удастся найти чего.
Возьмите нацепите индикатор на вал(стойка- индикатор есть?), и покрутите его без зацепления шестерни(где-нить в промежуточных положениях ручек).
Поделиться сообщением
Ссылка на сообщение
-
#7
Не факт что она шумит.
Надо по всей цепочке кинематической пройти.
Не пойму что ,но как то на подшипник не похоже.
Как будто шлицы обо что то трут.
Там никакой вал в осевом направлении не ходит взад-вперед ?
Руками прокрутить и посмотреть все валы.
И руку влево резко и прижать и покрутить за шкив в этом положении -ничего там цеплять не будет?
И пока не определится-поменьше гонять.
Шум какой то нехороший.
Изменено 02.11.2017 13:10 пользователем ИВАН-ОТВЕРТКА
Поделиться сообщением
Ссылка на сообщение
-
#8
ИВАН-ОТВЕРТКА, шум очень не хороший! Уши закладывает. Руками все прокрутили, просмотрели. От руки ничего нигде не цепляется.
Вот где прикручивается насос, вот на этой опоре внизу вставляется подшипник с каким_то валом, в районе этого подшипника есть трещина. Были подозрения на нее. Но если бы из-за нее была вибрация допустим подшипника, то вибрировало бы и положении шестерни в крайнем правом положении.
Засовывал мантировку между валами, шестернями, пытался шевелить, люфтов нигде нет(я имею ввиду в подшипниках).
Изменено 02.11.2017 13:18 пользователем Дмитро1986
Поделиться сообщением
Ссылка на сообщение
-
#9
У меня была подобная беда. Было разбито посадочное отверстие подшипника который слева на этой оси. Вышел в своё время из положения наплавкой оловянного припоя на подшипник. Думал ненадолго это, но с 2003 года работает. Пока претензий больших нет. Хотя появилось дробление, но грешу на шпиндельный подшипник.
Поделиться сообщением
Ссылка на сообщение
-
#10
Было разбито посадочное отверстие подшипника который слева на этой оси.
Как выявил разбитое посадочное? Люфтил вал?
Как бы на оборотах 200 режет, точит, сверлит нормально. Дробления нет.
Изменено 02.11.2017 13:23 пользователем Дмитро1986
Поделиться сообщением
Ссылка на сообщение
-
#11
Как выявил разбитое посадочное? Люфтил вал?
Вообще выявил дедок которого я в своё время позвал для переборки станка после приобретения. Но грохотал тоже. Я присутствовал тогда при ремонте наскоками поэтому не всё знаю про дефектовку станка. Прибежал он показывает обойму и как она от руки входит и болтается. Конечно в идеале было бы расточить и втулить но возможности не было. Попробуйте снять вал станет понятнее во всяком случае один вариант попадёт или отпадет..
Изменено 02.11.2017 13:31 пользователем Вано7380
Поделиться сообщением
Ссылка на сообщение
-
#12
Осевая фиксация валов есть везде ?
Так заочно трудно гадать ,это только кто коробку знает до винта,уверенно сказать может.
Просто внезапно возникший и нарастающий шум-признак прогрессирующего смещения чего либо.
Изменено 02.11.2017 13:32 пользователем ИВАН-ОТВЕРТКА
Поделиться сообщением
Ссылка на сообщение
-
#13
Осевая фиксация валов есть везде ?
В смысле не болтаются ли валы по оси влево-вправо? Нет.
Так заочно трудно гадать ,это только кто коробку знает до винта,уверенно сказать может.
Вот и ищу здесь таких.
выявил дедок которого я в своё время позвал для переборки станка
Это хорошо когда есть такие люди. У нас в поселке такой только один, и тот сказал что некогда, своих дел хватает.
Попробуйте снять вал станет понятнее во всяком случае один вариант попадёт или отпадет..
:shok: :shok: :shok: Это капец!
На фото обвел трещину про которую писал выше.
Изменено 02.11.2017 13:50 пользователем Дмитро1986
Поделиться сообщением
Ссылка на сообщение
-
#14
На фото обвел трещину про которую писал выше.
Да что-то неприятная трещина. От хорошего состояния она не появится в корпусной детали. всё таки сними этот вал может что-то с подшипником.
Поделиться сообщением
Ссылка на сообщение
-
#15
Раз долго нет ответов-что то примитивное и возможно ,угрожающее.
Пройти по цепочке и найти.
Подшипник-если только сепаратор развалился.
Остальное- в муфтах/шлицах.
Звук похож на это,хотя по записи трудно утверждать.
Изменено 02.11.2017 21:10 пользователем ИВАН-ОТВЕРТКА
Поделиться сообщением
Ссылка на сообщение
-
#16
Причем когда купил, дребезжал только на самых маленьких оборотах, теперь болезнь прогрессирует.
болезнь прогрессирует (шум) только при зацеплении данной шестерни (м-2,5 z-22) с ответной (z-88) ?..или при других зацеплениях стало проявляться?..(может быть «прогресс» происходит при включении новых скоростей , но с участием данных шестерен?)……
подшипники (по крайней мере , двух валов ) , думаю, можно исключить,…так как , при «правом» зацеплении шума нет , а валы вращаются те же…
подобный шум бывает при изношеных (или поведенных, или «криво» изготовленных ) зубьях ……или , когда шестерни торцами задевают друг за друга (но этого не наблюдается)..
трещина в корпусе возможна от перегруза с дальнейшей поломкой зубьев и последующей их замены(в том числе и шумящих)…
трещина тут?
Поделиться сообщением
Ссылка на сообщение
-
#17
Z ANDREY,
болезнь прогрессирует (шум) только при зацеплении данной шестерни (м-2,5 z-22) с ответной (z-88)
Все верно. Именно при зацеплении этих шестеренок. Шумит именно когда эти шестерни в зацеплении, а они в зацеплении при включенных скоростях 630-2000, 12,5-40, 50-160.
Да.
При вибрации видно как это трещина «дрожит». Но опять же, если бы вибрировало из-за нее (например из-за нее ослабло посадочное место под подшипник), то вибрировало бы и при положении шестерни в правом крайнем положении, Это я так думаю…
Может проблема с зубами шестерни z=22? Есть подозрение что зубья вроде хорошие, но выглядят как-то не так…
Z ANDREY, подскажи где скачать инструкцию, паспорт или что-то подобное где четко расписано как у тебя на картинке как какая шестерня и вал называется??
Поделиться сообщением
Ссылка на сообщение
-
#18
Здесь на форуме есть паспорта станков.
При вибрации видно как это трещина «дрожит».
Не идёт ли трещина много дальше?
Есть подозрение что зубья вроде хорошие, но выглядят как-то не так…
Тоже стоит обратить внимание.
Возможна ,станок ремонтировался.
Тут может быть и замена шестерни на другую,дефектную по размерам.
И неправильная сборка,и что угодно.
Поделиться сообщением
Ссылка на сообщение
-
#19
Дмитро1986, видно на видео как при работе блок шестерен скачет в право, на валу 5-й оси шестерня с выработанными зубьями. у меня вал 5-й оси телепался из за выработки и шестерня вот так выглядела
сама 5-я ось подшипники в хлам.
вот вид в сборе
Изменено 04.11.2017 10:28 пользователем Akej
Поделиться сообщением
Ссылка на сообщение
-
#20
ИВАН-ОТВЕРТКА,
Не идёт ли трещина много дальше?
Вроде нет.
Akej,
видно на видео как при работе блок шестерен скачет в право
Я думал это ничего страшного, т.к. вилка не плотно держит шестерню и за-за зазора шестерня так болтается.
вал 5-й оси телепался из за выработки и шестерня вот так выглядела
Тоже грохот и вибрация были?
Поделиться сообщением
Ссылка на сообщение
-
#21
может и были я станок ни разу не включал, но вал был просажен 1мм на сторону
Поделиться сообщением
Ссылка на сообщение
-
#22
А родной вал или ремонтный ?
И трещина как то вероятнее появилась не сама ,а под действием кувалды.
То есть при ремонте скорее всего.
Поделиться сообщением
Ссылка на сообщение
-
#23
Всем здравствуйте. Тоже шумоток стоит и волну погнал станок по заготовке, подтягивал подшипники , ничего не дало. меняю сейчас передний и оба задних на всякий случай. Грохот и вибрация тоже присутствовали, до кучи буду смотреть все остальное раз уж полез. Передний снял: оказался венгрия или румыния, выработан в хлам, задиры, раковины, вдавленности. Коробку соответственно буду чистить, мыть, по возможности замена подшипников, подгонка регулировка. Вибрацию и шум списывал на передний подшип, но почитав темы начинаю приходить к мысли о полной диагностике коробки(((
Поделиться сообщением
Ссылка на сообщение
-
#24
pvtq, обрати внимание на то место где у меня трещина(на фото обведено красным), у тебя нету?
Изменено 05.11.2017 10:36 пользователем Дмитро1986
Поделиться сообщением
Ссылка на сообщение
Для публикации сообщений создайте учётную запись или авторизуйтесь
Вы должны быть пользователем, чтобы оставить комментарий
Войти
Уже есть аккаунт? Войти в систему.
Войти
-
Последние посетители
0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу